 basa Jawa
basa Jawa
Description
Weld Pig Signaller Overview
The Weld Pig Signaller is used for pigging the oil, gas, water, and other transmission pipelines, and the Weld Pig Signaller is a ground judging instrument whether the pig passes or not. It is not only easy to install but also can meet the requirements of various pipelines for indicators. English operating system, human-computer interaction is convenient and intuitive. When testing, only need to weld the indicator to the pipeline to work.
The Weld Pig Signaller is a necessary piece of equipment for the cleaning operation in the pipeline. It has many advantages: First, the structure is simple. Second, the instructions are intuitive. Thirdly, reliability, low cost, etc. In addition, electrical contacts can also be added, and signals can be transmitted remotely to achieve multiple displays of sound, light, and electricity.
The base of the Weld Pig Signaller is welded on the pipe, and its striker is inserted into the pipe. When the pipe pig passes through, the striker is touched, and the rotating shaft and the indicator plate installed on the shaft are dumped, which can visually show that the pipe pig has passed the place, and then rely on Manually resetting the indicator board and the pendulum lever. In order to avoid misjudgment, it is usually not designed to be automatically reset. In addition to achieving compressive strength, the indicator is mainly to meet the requirements of preventing corrosion, ensuring sealing, and preventing leakage.
For this reason, all rotating parts in contact with fluid are made of stainless steel and corrosion-resistant materials. The main body and the rotating shaft are sealed with two rubber rings, the top screw plug is sealed with rubber rings, and the main body and the base are sealed with rubber rings. The sealing ring must be protected, as this is the only way to guarantee against leakage. In order to adapt to different pipe diameters and ball diameters, the installation arc surface of the indicator base and the length of the swing rod need to be adjusted accordingly.
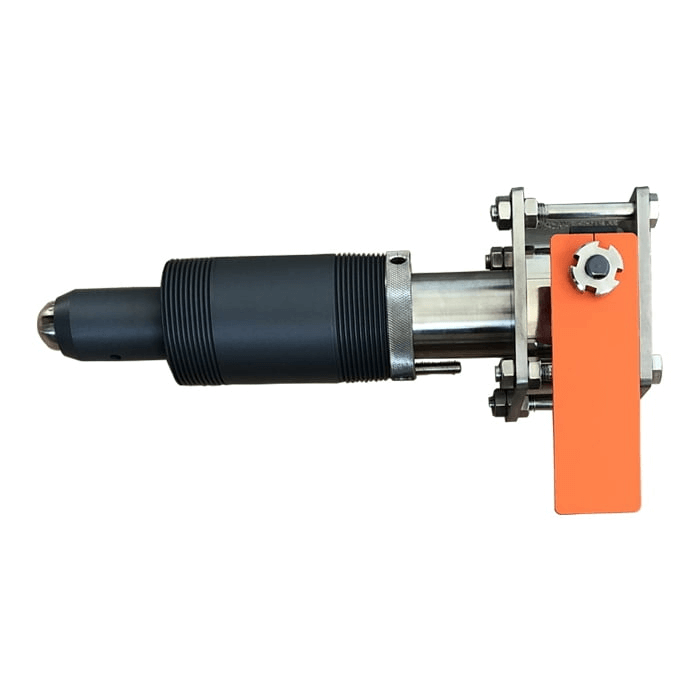
The basic structure of the Weld Pig Signaller (see attached picture),
The indicator is mainly composed of a mechanical body and a display mechanism
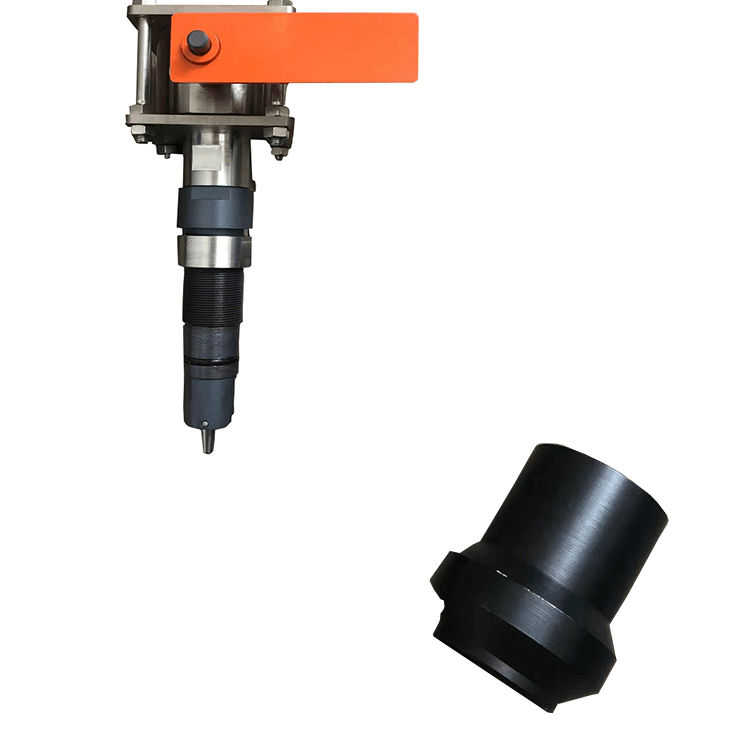
- Trigger: It can be rotated in both directions.
- Screw plug: refer to the standard 2″ plug, which meets the installation conditions under pressure.
- Base: made of carbon steel, alloy steel, or 304 stainless steel with good welding performance.
- Sealing ring.
- Tappet.
- Sealing ring.
- Spring.
- Stop washer (stop screw).
- Increase the stud tappet.
- Lever system.
- Upper body.
- Tappet.
- Tighten the screws.
- Inner touch rod: Push it to make the clock control head stop: it can make the mechanical indicator sign to stand up, digital display passing time, and remote transmission.
- Display mechanism: According to the needs of users, the clock control head and mechanical indicator mechanism can be installed with explosion-proof digital
Display or electricity, light, sound, and other signal sources.
Weld Pig Signaller installation method:
- Before installation, check that the mechanical body and display mechanism of the indicator is flexible and reliable, and then follow the structure and installation instructions.
It is intended to disassemble the main body of the machine and weld the base and pipeline separately.
- Welding base:
- No-pressure installation: Clean up the installation site, remove all attachments, and expose the true color of the metal.
Align the base (welding orientation diagram) so that the slotting direction at the upper end of the base is parallel to the center line of the pipeline or the mark on the upper end of the base is at the center line of the pipeline (the slotting direction or mark on the base is consistent with the movement direction of the trigger). Compress the base to prevent shifting or deflection during welding. B. Installation under pressure: (refer to the instruction manual of the drilling machine). Note: When welding the base on the pipeline, the pressure P in the pipeline should be limited.
Calculation formula: 2δs(t-c) 0.72kgf/cm2
δs; the yield limit of the material.
t: pipeline wall thickness mm
c: Additional amount of wall thickness (thickness negative deviation, corrosion allowance, etc.) generally takes 1.5-2mm.
d: Pipeline outer diameter mm.
C: After the welding and installation of the main body of the machine is completed, according to the structure and installation diagram, the
The mechanical main body is installed in sequence, and the display mechanism is connected with fastening screws according to the structure and installation diagram, and the direction of the display mechanism can be adjusted for easy observation.
Why do you need a Weld Pig Signaller?
Regular cleaning of pipes can improve transportation efficiency.
The pig signaller will help you confirm that the pig has passed.

Basic Feature or Parameter of the Weld Pig Signaller Pipeline | ||||
| Pig Detector Pipeline | B | C | D | |
| Type | Intrusive | |||
| Indicator feature | Manual reset flag | Manual reset flag combined with electrical signals | Date and time display combined with electrical signals | |
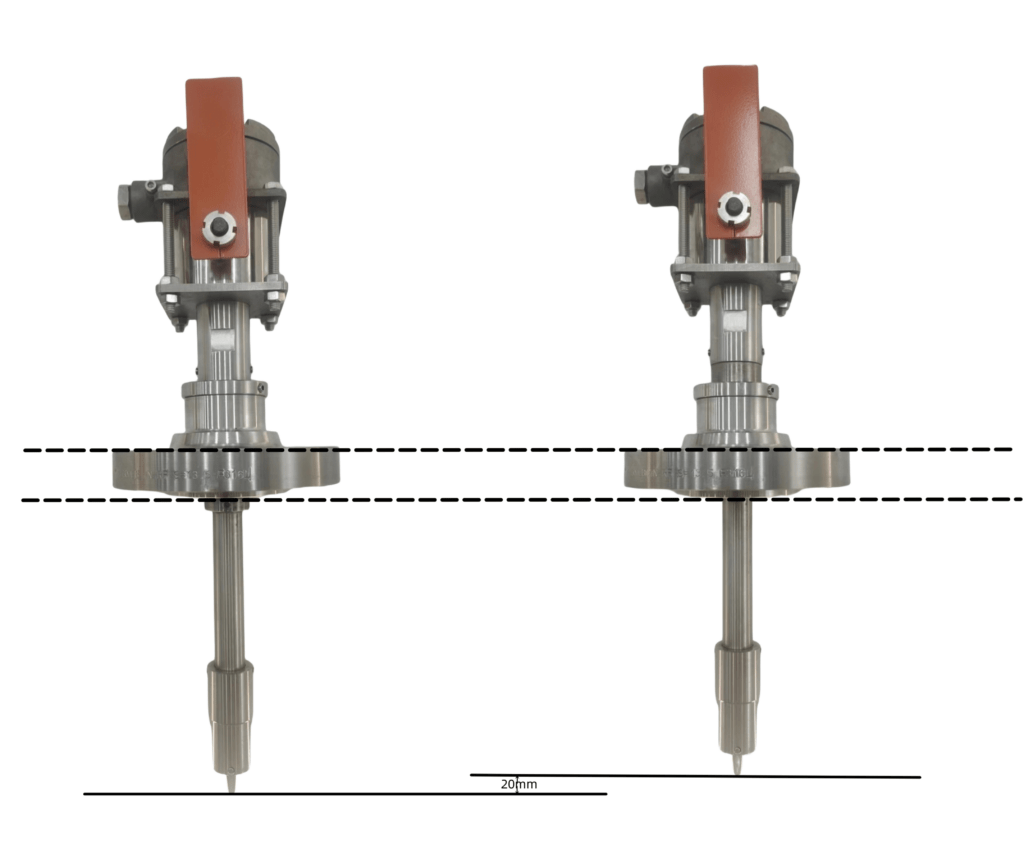
| Installing type | 2″Flange. As per ASME B16.5 (CLASS150~2500) | |||
| Plug body length _Correspond to the total standoff | 200mm/Meet the actual needs | |||
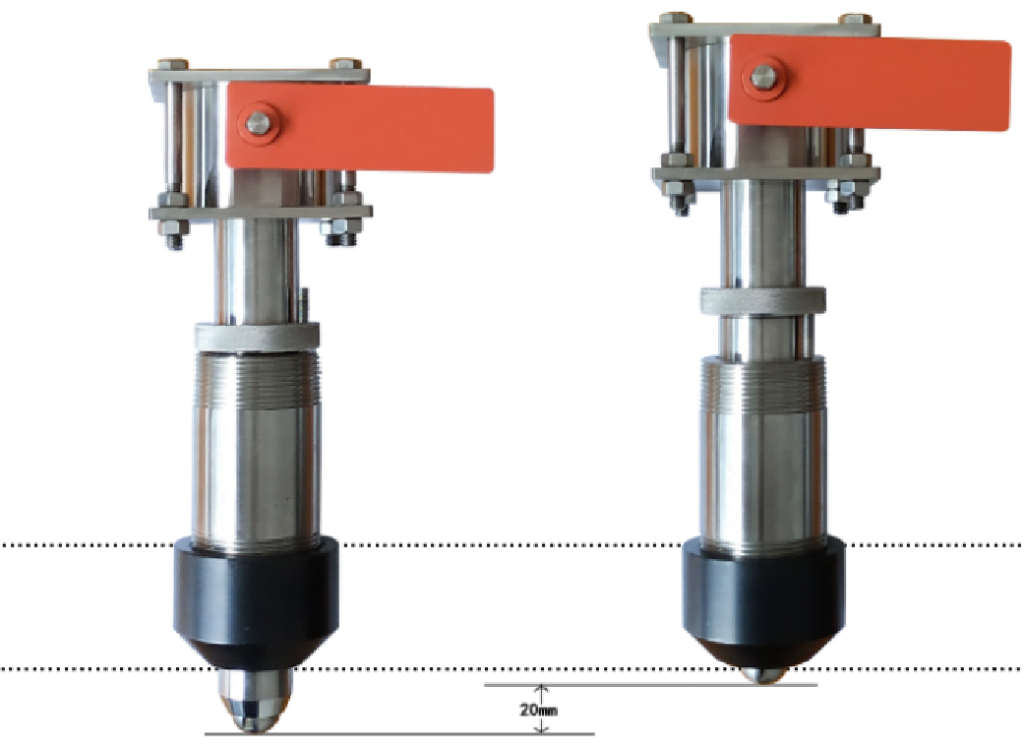
| Insert depth adjustment | 20mm | |||
| Operating temperature | -20~120℃/Meet customer requirements | |||
| NACE MR 0175 | Yes | |||
| Ingress protection | IP66 | |||
| Explosion-proof class | ExdⅡ BT4 | ExdⅡ BT4 | ||
| Remove under pressure | No | |||
| Optional Feature | ||||
| ● Standard configuration ○ Optional configuration — None | ||||
| Trigger type (B-Bi-directional/U-Uni-directional*) | ●/○ | |||
| Internal part material (316L SS/DSS/INCONEL) | ●/○/○ | |||
| Flange/Body material (PTFE Coated A105N/304SS/316LSS/DSS/INCONEL /As per MR) | ●/○/○/○/○/○ | |||
| The position of the Internal liquid surface (High_Need to heating/Low_With no need for heating) [Only uni-directional pig detectors] | ●/○ | |||
| Junction box material (Aluminium alloy/316SS) | —/— | ○/● | ●/— | |
| Switch type (DPDT/2*SPDT) | —/— | ○/● | ○/● | |
| Switch rating (DC24V 3A/DC24V 5A) | —/— | ●/○ | ●/— | |
| Electrical connection size (M20×1.5(F)/1/2″NPT(F)) | —/— | ●/○ | ●/— | |
| * Standard configuration of Uni-directional trigger is ball shape. | ||||
| Corresponding relations between the trigger and Insert depth (In pipe) | ||||
| Trigger type | Bi-directional | Uni-directional | ||
| Insert depth (In pipe) | 21mm | 13mm | ||
Pipeline Welding Process
Quality is the core content of oil and gas pipeline construction management, so a series of work is carried out around quality. In practice, emphasis is placed on controlling the quality of pipeline welding operations. Start with the welding process, do a good job in the whole process of welding quality control. Strengthen the control of materials, personnel and other factors to ensure the safety and quality of pipeline use in the later stage. 1. Petrochemical pipeline welding process
At present, the main welding processes of petrochemical pipelines are 😀 arc welding. In the pipeline welding operation, the welding bottom adopts arc welding, which can ensure the welding effect. According to the different electrodes, arc welding can be divided into melting arc welding and non-melting polar fluorine arc welding 2 carbon dioxide gas shielded welding. In practical applications, it is necessary to clarify the welding position and technical requirements. Before welding, the groove should be cleaned, and the oil and paint layer on the surface of both sides should be cleaned. In addition, equipment and air routes should be checked. The carbon dioxide gas shielded welding process usually adopts Si and Mn composite deoxidation, and the welding effect is better. Filler for electrode arc welding.
Generally speaking, in the petrochemical pipeline welding operation, after the bottom welding operation is completed, the slag and other impurities generated by the welding operation should be cleaned up in time. If a hidden problem is found, remove it, weld it, and ground it again. When filling with electrode arc welding, it is necessary to ensure that the position of the bottom weld and the weld is staggered by more than 10mm, and the electrode with a diameter parameter of 3.2mm is used in the middle position. If the pipe wall thickness parameter is 9mm, the welding rod is set at the middle seam of the three-layer weld, and the diameter parameter is 3~5mm.




Reviews
There are no reviews yet.