-")
Deskripsi
Memahami Katup DBB
Katup Double Block and Bleed (DBB) adalah jenis katup khusus yang digunakan terutama dalam industri minyak dan gas, tetapi juga dalam berbagai aplikasi industri lainnya. Tujuan utama katup DBB adalah untuk menghentikan aliran fluida dan memastikan isolasi fluida secara menyeluruh dalam suatu sistem.

Jenis Katup DBB
Katup DBB memang hadir dalam dua desain utama: Tipe Tubuh Modular atau Terpisah dan Tipe Integral. Memahami fitur dan aplikasi unik setiap desain akan membantu Anda memilih katup DBB terbaik untuk kebutuhan Anda.
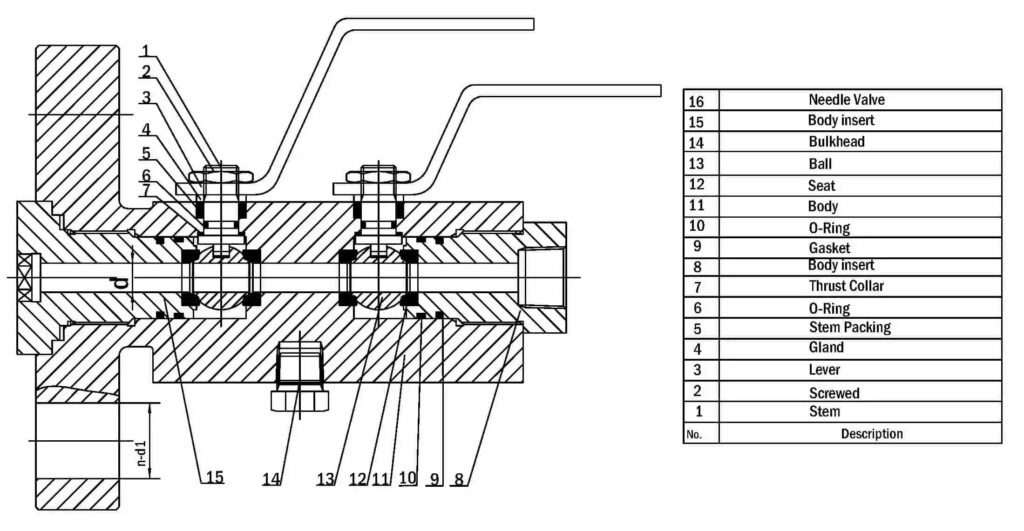
- Katup DBB Tipe Tubuh Modular atau Terpisah: Desain ini dicirikan oleh struktur bola ganda, yang memberikan lapisan keamanan ekstra. Kehadiran dua bola dalam satu badan katup menjamin penyumbatan ganda, fitur penting dalam aplikasi berisiko tinggi. Komponen kunci dari desain ini adalah katup jarum pembuangan, yang terletak strategis di antara dua bola. Katup ini memfasilitasi pengurasan katup, memungkinkan tekanan diatur ulang ke nol bila diperlukan. Modularitas desain ini, difasilitasi oleh konstruksi bodi tiga bagian, menjadikannya serbaguna dan bermanfaat untuk berbagai aplikasi, termasuk instrumentasi dan perpipaan. Katup ini hadir dalam berbagai ukuran, mulai dari 1 hingga 24 inci, dan dapat menangani serangkaian peringkat kelas tekanan, dari API 3.000 hingga API 10.000, dan di semua kelas tekanan mendapat skor dari 150 hingga 2.500 lbs.
- Katup DBB Integral: Katup ini, yang terutama digunakan dalam industri instrumentasi, hadir dalam berbagai desain untuk memenuhi berbagai kebutuhan. Desainnya meliputi flensa-ke-flensa, flensa-ke-benang, injeksi dan pengambilan sampel, serta tipe bola dan jarum, yang menawarkan fleksibilitas untuk beragam aplikasi industri. Mirip dengan Tipe Tubuh Modular atau Terpisah, DBB Integral juga dilengkapi katup jarum pembuangan yang ditempatkan di antara dua bola. Hal ini memungkinkan pengurasan katup dan pengaturan ulang tekanan ke nol bila diperlukan. Desain integral dikenal dengan konstruksinya yang kokoh dan kemampuannya menangani tekanan secara efisien.

Cara Memilih Katup DBB yang Tepat
Memilih katup Double Block and Bleed (DBB) yang sesuai dengan kebutuhan Anda memerlukan pemahaman menyeluruh tentang aplikasi, jenis media yang dikontrol, dan kondisi operasional, khususnya suhu dan tekanan. Mari kita selidiki lebih dalam masing-masing faktor berikut:
- Sifat Aplikasi: Persyaratan spesifik aplikasi Anda memainkan peran penting dalam menentukan katup DBB yang sesuai. Misalnya, jika Anda perlu menjaga integritas sistem saat memperbaiki suatu bagian pipa, katup DBB dapat memberikan isolasi yang diperlukan. Dalam skenario seperti itu, Anda dapat menggunakan dua katup gerbang untuk memblokir aliran onstream. Sementara itu, katup bola dapat digunakan untuk mengeluarkan cairan dari bagian pipa yang tersumbat, sehingga perbaikan dapat dilakukan dengan aman. Memahami seluk-beluk aplikasi Anda dapat memandu Anda menuju jenis dan konfigurasi katup DBB yang paling sesuai.
- Jenis Media: Jenis media atau media yang ingin Anda kendalikan juga sangat mempengaruhi pemilihan katup DBB. Untuk mengendalikan cairan kental dan gas padat, misalnya, Anda mungkin memerlukan bola bor penuh, globe, atau katup gerbang sebagai katup blok karena kapasitasnya untuk menangani jenis media ini. Katup jarum, yang dikenal karena presisinya, sering kali dipilih sebagai katup pembuangan dalam situasi seperti itu. Jika menangani media korosif, mungkin perlu memilih katup DBB baja tahan karat, yang menawarkan ketahanan yang sangat baik terhadap korosi, memastikan media diblokir secara efektif tanpa menyebabkan kerusakan pada katup itu sendiri.
- Kondisi Suhu dan Tekanan Operasional: Kondisi di mana pengoperasian Anda dilakukan juga akan memengaruhi pilihan katup DBB Anda. Aplikasi bertekanan tinggi dan bersuhu tinggi mungkin memerlukan penggunaan katup bola antistatis sebagai katup blok. Katup jenis ini dirancang untuk menahan fluktuasi tekanan dan getaran, sehingga aman untuk digunakan dalam pengoperasian sensitif. Sebaliknya, pengoperasian bertekanan rendah mungkin lebih cocok menggunakan katup gerbang DBB tunggal dengan irisan yang dapat disesuaikan dan katup pembuangan badan, yang dapat menawarkan fungsionalitas yang diperlukan tanpa memerlukan ketahanan terhadap tekanan tinggi.
Dengan mempertimbangkan faktor-faktor ini – sifat aplikasi, jenis media, dan kondisi operasional – Anda dapat membuat keputusan yang tepat saat memilih katup DBB, memastikan bahwa katup tersebut akan memenuhi kebutuhan spesifik Anda dan berkontribusi pada pengoperasian yang aman dan efisien. sistem Anda.

Keuntungan Menggunakan Katup DBB
Katup Double Block and Bleed (DBB) dirancang dengan cerdik untuk menggantikan metode tradisional yang menggabungkan masing-masing katup untuk mencapai isolasi ganda. Desain ramping ini menawarkan beberapa manfaat signifikan:
- Efisiensi Ruang, Berat, dan Pemasangan: Katup DBB menggabungkan beberapa fungsi katup ke dalam satu unit, sehingga menghasilkan penghematan besar dalam hal berat dan ruang—hingga 60% dalam beberapa kasus. Desain ringkas ini sangat bermanfaat untuk instrumen insulasi atau sangkar instrumen. Selain itu, dengan menyederhanakan jumlah komponen yang akan dipasang, katup DBB juga dapat mengurangi waktu pemasangan hingga 70%.
- Keamanan Lingkungan: Salah satu keuntungan menonjol dari katup DBB adalah potensinya untuk meminimalkan dampak terhadap lingkungan. Dengan mengurangi potensi jalur kebocoran secara signifikan, katup DBB mengurangi kemungkinan kebocoran berbahaya, sehingga meningkatkan keselamatan operasi Anda secara keseluruhan.
- Keamanan Perawatan: Ketika tugas pemeliharaan perlu dilakukan di bagian hilir katup isolasi pertama, isolasi ganda sangatlah penting. Katup DBB memenuhi persyaratan ini dengan sempurna. Mereka dilengkapi dengan katup ventilasi bola atau globe yang memungkinkan pelepasan tekanan yang terperangkap di antara dua katup isolasi dengan aman.
- Fleksibilitas dan Fungsi Tambahan: Katup DBB telah berevolusi untuk mencakup fungsi tambahan seperti injeksi bahan kimia dan titik pengambilan sampel, sehingga semakin meningkatkan kegunaannya. Beberapa desain bahkan mengintegrasikan katup kontrol, menjadikan katup multi-fungsi ini pilihan serbaguna untuk berbagai aplikasi.
Intinya, katup DBB merupakan pengubah permainan dalam industri katup, menawarkan penghematan besar dalam berat, ruang, dan waktu pemasangan, meningkatkan keamanan lingkungan, menyediakan fitur keselamatan penting untuk pemeliharaan, dan menawarkan keserbagunaan dengan fungsi tambahan.
Industri dan Aplikasi Katup DBB
Katup Double Block and Bleed (DBB), yang dikenal karena keserbagunaan dan fitur keselamatannya, dapat diterapkan di berbagai industri. Dalam industri minyak dan gas, misalnya, katup DBB sangat penting untuk isolasi selama pemeliharaan atau untuk pelepasan gas dan cairan secara aman. Demikian pula, dalam industri petrokimia, bahan ini digunakan karena kemampuan isolasinya yang efektif, khususnya ketika menangani cairan berbahaya. Industri kimia juga mendapat manfaat dari penggunaan katup DBB, yang menjamin penahanan yang aman dan pelepasan bahan kimia agresif yang terkendali. Di pembangkit listrik, katup DBB sering digunakan untuk mengelola sistem bertekanan tinggi dengan aman. Mereka juga dapat diterapkan di instalasi pengolahan air, di mana mereka membantu mengatur aliran dan mengisolasi bagian untuk pemeliharaan. Singkatnya, katup DBB digunakan di mana pun diperlukan solusi kompak yang menawarkan isolasi ganda dan fungsi pembuangan untuk memastikan pengoperasian yang aman.
Katup DBB Vs. Katup DIB
- Blok Ganda dan Katup Berdarah (DBB): Katup DBB pada dasarnya memiliki dua permukaan atau mekanisme penyegelan (blok) yang dapat mengisolasi aliran medium (seperti gas atau cairan). Fungsi 'bleed' adalah fitur tambahan yang memungkinkan tekanan yang terperangkap di antara kedua blok ini dibuang atau 'bleed' dengan aman, jika perlu. Hal ini biasanya dicapai melalui ventilasi atau katup pembuangan di rongga badan katup. Katup DBB digunakan dalam aplikasi kritis di mana kebocoran dapat menimbulkan konsekuensi serius, dan media harus diisolasi secara menyeluruh.
- Isolasi Ganda dan Katup Pembuangan (DIB): Katup DIB juga memiliki dua permukaan penyegelan, mirip dengan katup DBB, namun dengan perbedaan penting. Dalam katup DIB, kedua permukaan atau mekanisme penyegelan ini dirancang dua arah, yaitu dapat menghalangi aliran media dari kedua arah (hulu atau hilir). Fungsi 'bleed' sama seperti pada katup DBB – fungsi ini memungkinkan tekanan yang terperangkap di antara dua blok dikeluarkan dengan aman. Fitur dua arah ini membuat katup DIB cocok untuk aplikasi dimana arah aliran mungkin berubah atau dimana isolasi diperlukan pada kedua sisi katup.
Ringkasan
Katup Double Block and Bleed (DBB), tersedia dalam desain Modular dan Integral, sangat penting dalam berbagai industri, termasuk minyak dan gas, petrokimia, dan pembangkit listrik. Katup-katup ini memberikan isolasi ganda dan fungsi pembuangan, memastikan penghentian aliran fluida sepenuhnya dan meningkatkan keselamatan selama tugas pemeliharaan. Pemilihan katup DBB yang sesuai bergantung pada sifat aplikasi, jenis media yang dikontrol, dan kondisi operasional. Katup DBB menawarkan manfaat signifikan seperti penghematan ruang dan berat, keamanan lingkungan, keselamatan pemeliharaan, dan fungsionalitas tambahan. Katup ini berbeda dengan katup Isolasi dan Pendarahan Ganda (DIB) karena katup DIB menyediakan isolasi dua arah.




Ulasan
Belum ada ulasan.