
Описание
Обзор сигнализатора сварного скребка
Сигнализатор Weld Pig используется для очистки нефтяных, газовых, водных и других магистральных трубопроводов, а сигнализатор Weld Pig является наземным инструментом для определения того, прошел ли скребок или нет. Он не только прост в установке, но также может удовлетворить требования различных трубопроводов к индикаторам. Английская операционная система, взаимодействие человека с компьютером удобно и интуитивно понятно. При тестировании для работы достаточно приварить индикатор к трубопроводу.
Сигнализатор Weld Pig является необходимым оборудованием для очистки трубопровода. У него много преимуществ: во-первых, структура проста. Во-вторых, инструкции интуитивно понятны. В-третьих, надежность, низкая стоимость и т. д. Кроме того, можно добавить электрические контакты и передавать сигналы удаленно для достижения многократного отображения звука, света и электричества.
Основание сигнализатора сварного скребка приваривается к трубе, а его бойок вставляется в трубу. Когда трубный скребок проходит, ударник прикасается, а вращающийся вал и индикаторная пластина, установленная на валу, сбрасываются, что может визуально показать, что трубный скребок прошел место, а затем полагаться на ручной сброс индикаторной платы и маятниковый рычаг. Во избежание ошибочных оценок он обычно не предназначен для автоматического сброса. Помимо достижения прочности на сжатие, индикатор в основном отвечает требованиям предотвращения коррозии, обеспечения герметизации и предотвращения утечек.
По этой причине все вращающиеся части, контактирующие с жидкостью, изготовлены из нержавеющей стали и устойчивых к коррозии материалов. Основной корпус и вращающийся вал уплотнены двумя резиновыми кольцами, верхняя резьбовая заглушка уплотнена резиновыми кольцами, а основной корпус и основание уплотнены резиновыми кольцами. Уплотнительное кольцо необходимо защитить, так как это единственный способ гарантировать отсутствие протечек. Чтобы адаптироваться к различным диаметрам труб и диаметров шариков, необходимо соответствующим образом отрегулировать установочную дуговую поверхность основания индикатора и длину поворотного стержня.
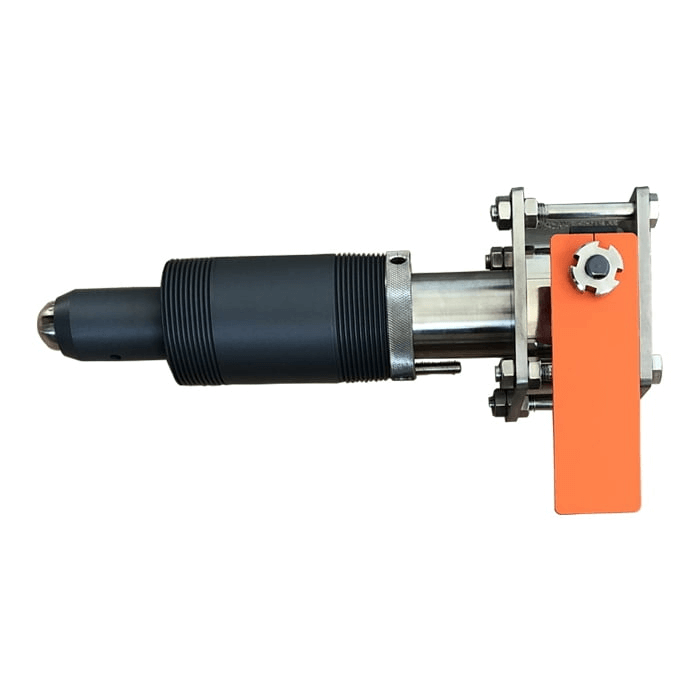
Базовая конструкция сигнализатора сварного скребка (см. прилагаемое изображение),
Индикатор в основном состоит из механического корпуса и механизма отображения.
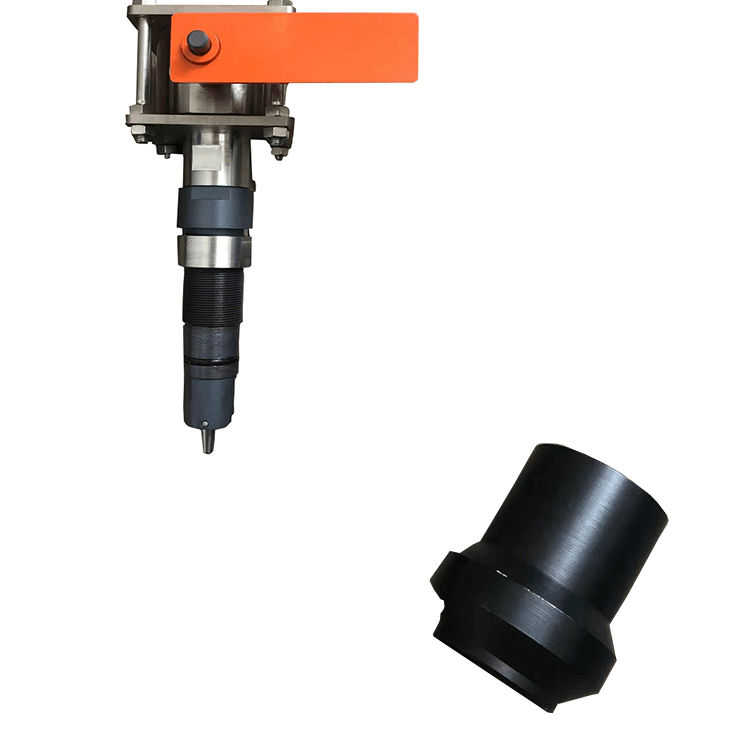
- Триггер: Его можно вращать в обоих направлениях.
- Резьбовая заглушка: обратитесь к стандартной 2-дюймовой заглушке, которая соответствует условиям установки под давлением.
- Основание: изготовлено из углеродистой стали, легированной стали или нержавеющей стали 304 с хорошими сварочными характеристиками.
- Уплотнительное кольцо.
- Топор.
- Уплотнительное кольцо.
- Весна.
- Стопорная шайба (стопорный винт).
- Увеличьте толкатель шпильки.
- Рычажная система.
- Верхняя часть тела.
- Топор.
- Затяните винты.
- Внутренний сенсорный стержень: нажмите на него, чтобы остановить головку управления часами: он может заставить механический индикатор встать, время прохождения цифрового дисплея и дистанционную передачу.
- Механизм отображения: в соответствии с потребностями пользователей, головка управления часами и механический механизм индикатора могут быть оснащены взрывозащищенным цифровым
Дисплей или электричество, свет, звук и другие источники сигнала.
Способ установки сигнализатора сварочного скребка:
- Перед установкой убедитесь, что механический корпус и механизм отображения индикатора являются гибкими и надежными, а затем следуйте инструкциям по конструкции и установке.
Предназначен для разборки основного корпуса машины и сварки основания и трубопровода отдельно.
- Сварочная основа:
- Установка без давления: очистите место установки, удалите все крепления и обнажите истинный цвет металла.
Выровняйте основание (схема ориентации сварки) так, чтобы направление прорези на верхнем конце основания было параллельно центральной линии трубопровода или отметка на верхнем конце основания находилась на центральной линии трубопровода (прорезь направление или отметка на основании соответствует направлению движения спускового крючка). Сожмите основание, чтобы предотвратить смещение или отклонение во время сварки. Б. Установка под давлением: (см. инструкцию по эксплуатации сверлильного станка). Примечание: При сварке основания на трубопроводе давление Р в трубопроводе должно быть ограничено.
Формула расчета: 2δs(t-c) 0,72кгс/см2.
δс; предел текучести материала.
t: толщина стенки трубопровода, мм
в: Дополнительная толщина стенки (отрицательное отклонение толщины, припуск на коррозию и т. д.) обычно составляет 1,5-2 мм.
d: Внешний диаметр трубопровода, мм.
C: После завершения сварки и установки основного корпуса машины в соответствии со структурой и схемой установки,
Механический основной корпус устанавливается последовательно, а механизм отображения соединяется с помощью крепежных винтов в соответствии со структурой и схемой установки, а направление механизма отображения можно регулировать для удобства наблюдения.
Зачем вам нужен сигнализатор сварных скребков?
Регулярная очистка труб может повысить эффективность транспортировки.
Сигнализатор свиней поможет вам подтвердить, что свинья прошла.

Основная особенность или параметр сигнального трубопровода сварного скребка | ||||
| Pig Detector Pipeline | Б | С | Д | |
| Тип | навязчивый | |||
| Функция индикатора | Флаг ручного сброса | Флаг ручного сброса в сочетании с электрическими сигналами | Date and time display combined with electrical signals | |
| Installing type | 2″Flange. As per ASME B16.5 (CLASS150~2500) | |||
| Plug body length _Correspond to the total standoff | 200mm/Meet the actual needs | |||
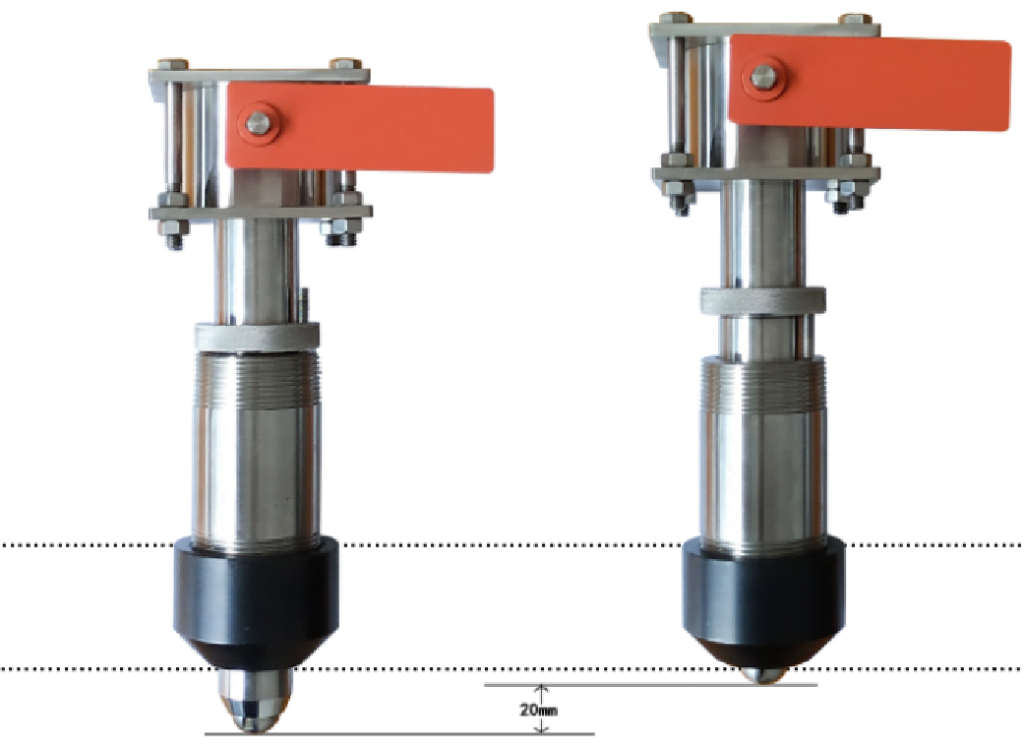
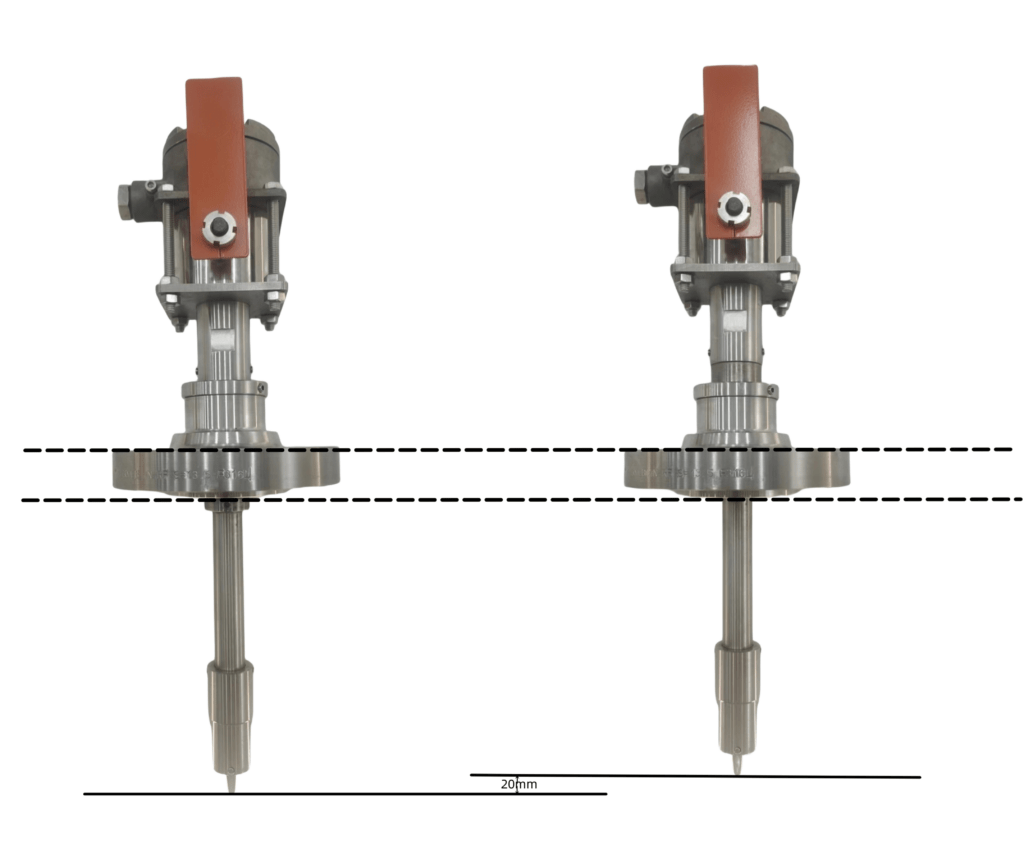
| Insert depth adjustment | 20mm | |||
| Operating temperature | -20~120℃/Meet customer requirements | |||
| NACE MR 0175 | Да | |||
| Ingress protection | IP66 | |||
| Explosion-proof class | ExdⅡ BT4 | ExdⅡ BT4 | ||
| Remove under pressure | Нет | |||
| Дополнительная функция | ||||
| ● Стандартная конфигурация ○ Дополнительная конфигурация - Никто | ||||
| Тип триггера (B-двунаправленный/U-однонаправленный*) | ●/○ | |||
| Материал внутренней части (Нержавеющая сталь 316L/DSS/ИНКОНЕЛЬ) | ●/○/○ | |||
| Материал фланца/корпуса (Покрытие ПТФЭ A105N/304SS/316LSS/DSS/INCONEL /Согласно MR) | ●/○/○/○/○/○ | |||
| The position of the Internal liquid surface (High_Need to heating/Low_With no need for heating) [Only uni-directional pig detectors] | ●/○ | |||
| Материал распределительной коробки (алюминиевый сплав/нерж. сталь 316) | —/— | ○ / ● | ●/— | |
| Тип переключателя (ДПДТ/2*SPDT) | —/— | ○ / ● | ○ / ● | |
| Рейтинг переключателя (24 В постоянного тока 3 А/24 В постоянного тока 5 А) | —/— | ●/○ | ●/— | |
| Размер электрического подключения (М20×1,5(Ф)/1/2″ДНЯО(Ф)) | —/— | ●/○ | ●/— | |
| * Standard configuration of Uni-directional trigger is ball shape. | ||||
| Corresponding relations between the trigger and Insert depth (In pipe) | ||||
| Тип триггера | Двунаправленный | Однонаправленный | ||
| Глубина вставки (в трубе) | 21 мм | 13 мм | ||
Pipeline Welding Process
Quality is the core content of oil and gas pipeline construction management, so a series of work is carried out around quality. На практике упор делается на контроль качества сварочных работ трубопроводов. Начните с процесса сварки, хорошо проведите весь процесс контроля качества сварки. Усилить контроль материалов, персонала и других факторов для обеспечения безопасности и качества использования трубопроводов на более позднем этапе. 1. Процесс сварки нефтехимического трубопровода.
В настоящее время основным процессом сварки нефтехимических трубопроводов является 😀дуговая сварка. При сварке трубопровода нижняя часть сварного шва использует дуговую сварку, что обеспечивает сварочный эффект. В зависимости от различных электродов дуговую сварку можно разделить на дуговую сварку плавлением и неплавящуюся полярно-дуговую сварку фтором 2, сварку в среде защитного газа с диоксидом углерода. В практических применениях необходимо уточнить положение сварки и технические требования. Перед сваркой следует очистить паз, а также слой масла и краски на поверхности с обеих сторон. Кроме того, следует проверить оборудование и воздушные маршруты. В процессе сварки в среде углекислого газа обычно используется раскисление композитов Si и Mn, и эффект сварки лучше. Присадочный материал для электродуговой сварки.
Вообще говоря, при сварке нефтехимического трубопровода после завершения операции нижней сварки шлак и другие примеси, образующиеся в процессе сварки, должны быть своевременно очищены. Если обнаружена скрытая проблема, снимите ее, заварите и снова заземлите. When filling with electrode arc welding, it is necessary to ensure that the position of the bottom weld and the weld is staggered by more than 10mm, and the electrode with a diameter parameter of 3.2mm is used in the middle position. If the pipe wall thickness parameter is 9mm, the welding rod is set at the middle seam of the three-layer weld, and the diameter parameter is 3~5mm.




Отзывы
Пока нет отзывов.