
Descrição
Visão geral do sinalizador de soldagem
O Weld Pig Signaller é usado para pigging de óleo, gás, água e outras tubulações de transmissão, e o Weld Pig Signaller é um instrumento de julgamento no solo, quer o pig passe ou não. Não é apenas fácil de instalar, mas também pode atender aos requisitos de vários dutos para indicadores. Sistema operacional inglês, a interação humano-computador é conveniente e intuitiva. Ao testar, só precisa soldar o indicador ao gasoduto para funcionar.
O Weld Pig Signaller é um equipamento necessário para a operação de limpeza na tubulação. Tem muitas vantagens: Primeiro, a estrutura é simples. Em segundo lugar, as instruções são intuitivas. Em terceiro lugar, confiabilidade, baixo custo, etc. Além disso, contatos elétricos também podem ser adicionados e os sinais podem ser transmitidos remotamente para obter múltiplas exibições de som, luz e eletricidade.
A base do Weld Pig Signaller é soldada no tubo e seu percussor é inserido no tubo. Quando o pig do tubo passa, o percussor é tocado, e o eixo giratório e a placa indicadora instalada no eixo são despejados, o que pode mostrar visualmente que o pig do tubo passou pelo local, e então contar com a reinicialização manual da placa indicadora e a alavanca do pêndulo. Para evitar erros de julgamento, geralmente não foi projetado para ser redefinido automaticamente. Além de atingir resistência à compressão, o indicador serve principalmente para atender aos requisitos de prevenção de corrosão, garantia de vedação e prevenção de vazamentos.
Por esta razão, todas as peças rotativas em contato com o fluido são feitas de aço inoxidável e materiais resistentes à corrosão. O corpo principal e o eixo giratório são vedados com dois anéis de borracha, o bujão superior é vedado com anéis de borracha e o corpo principal e a base são vedados com anéis de borracha. O anel de vedação deve ser protegido, pois só assim há garantia contra vazamentos. Para se adaptar a diferentes diâmetros de tubo e esfera, a superfície do arco de instalação da base do indicador e o comprimento da haste oscilante precisam ser ajustados de acordo.
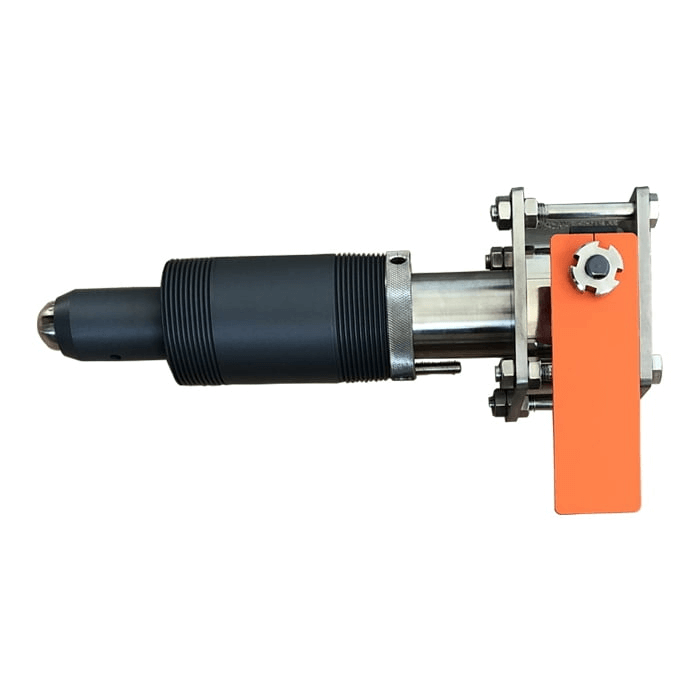
A estrutura básica do Weld Pig Signaller (ver imagem anexa),
O indicador é composto principalmente por um corpo mecânico e um mecanismo de exibição
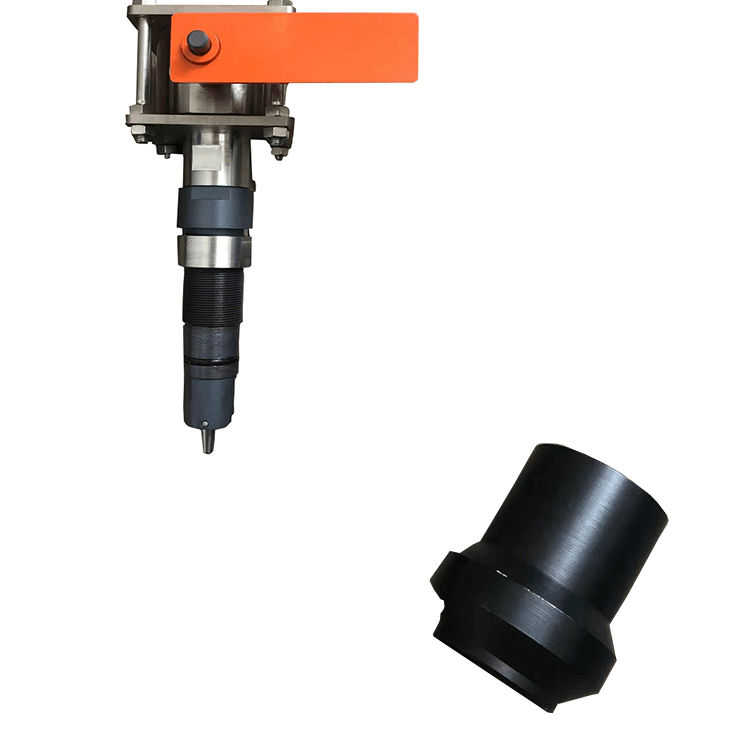
- Gatilho: Pode ser girado em ambas as direções.
- Bujão roscado: consulte o bujão padrão de 2″, que atende às condições de instalação sob pressão.
- Base: feita de aço carbono, aço liga ou aço inoxidável 304 com bom desempenho de soldagem.
- Anel de vedação.
- Tappet.
- Anel de vedação.
- Primavera.
- Arruela de parada (parafuso de parada).
- Aumente o tucho do pino.
- Sistema de alavanca.
- Tronco.
- Tappet.
- Aperte os parafusos.
- Haste de toque interna: Empurre-a para fazer a cabeça de controle do relógio parar: pode fazer com que o sinal do indicador mecânico se levante, o tempo de passagem do display digital e a transmissão remota.
- Mecanismo de exibição: De acordo com as necessidades dos usuários, a cabeça de controle do relógio e o mecanismo indicador mecânico podem ser instalados com digital à prova de explosão
Display ou eletricidade, luz, som e outras fontes de sinal.
Método de instalação do sinalizador Weld Pig:
- Antes da instalação, verifique se o corpo mecânico e o mecanismo de exibição do indicador são flexíveis e confiáveis e, a seguir, siga a estrutura e as instruções de instalação.
Destina-se a desmontar o corpo principal da máquina e soldar a base e a tubulação separadamente.
- Base de soldagem:
- Instalação sem pressão: Limpe o local de instalação, remova todos os acessórios e exponha a verdadeira cor do metal.
Alinhe a base (diagrama de orientação de soldagem) de modo que a direção da ranhura na extremidade superior da base fique paralela à linha central da tubulação ou a marca na extremidade superior da base esteja na linha central da tubulação (a ranhura direção ou marca na base é consistente com a direção do movimento do gatilho). Comprima a base para evitar deslocamento ou deflexão durante a soldagem. B. Instalação sob pressão: (consulte o manual de instruções da furadeira). Nota: Ao soldar a base na tubulação, a pressão P na tubulação deve ser limitada.
Fórmula de cálculo: 2δs(t-c) 0,72kgf/cm2
δs; o limite de rendimento do material.
t: espessura da parede da tubulação mm
c: A quantidade adicional de espessura da parede (desvio negativo da espessura, tolerância à corrosão, etc.) geralmente leva de 1,5 a 2 mm.
d: Diâmetro externo da tubulação mm.
C: Após a conclusão da soldagem e instalação do corpo principal da máquina, de acordo com a estrutura e diagrama de instalação, o
O corpo principal mecânico é instalado em sequência, e o mecanismo de exibição é conectado com parafusos de fixação de acordo com a estrutura e o diagrama de instalação, e a direção do mecanismo de exibição pode ser ajustada para fácil observação.
Por que você precisa de um sinalizador Weld Pig?
A limpeza regular dos tubos pode melhorar a eficiência do transporte.
O sinalizador de porcos irá ajudá-lo a confirmar que o porco passou.

Recurso ou parâmetro básico da tubulação do sinalizador de soldagem | ||||
| Pig Detector Pipeline | B | C | D | |
| Tipo | Intrusivo | |||
| Recurso indicador | Bandeira de redefinição manual | Bandeira de redefinição manual combinada com sinais elétricos | Date and time display combined with electrical signals | |
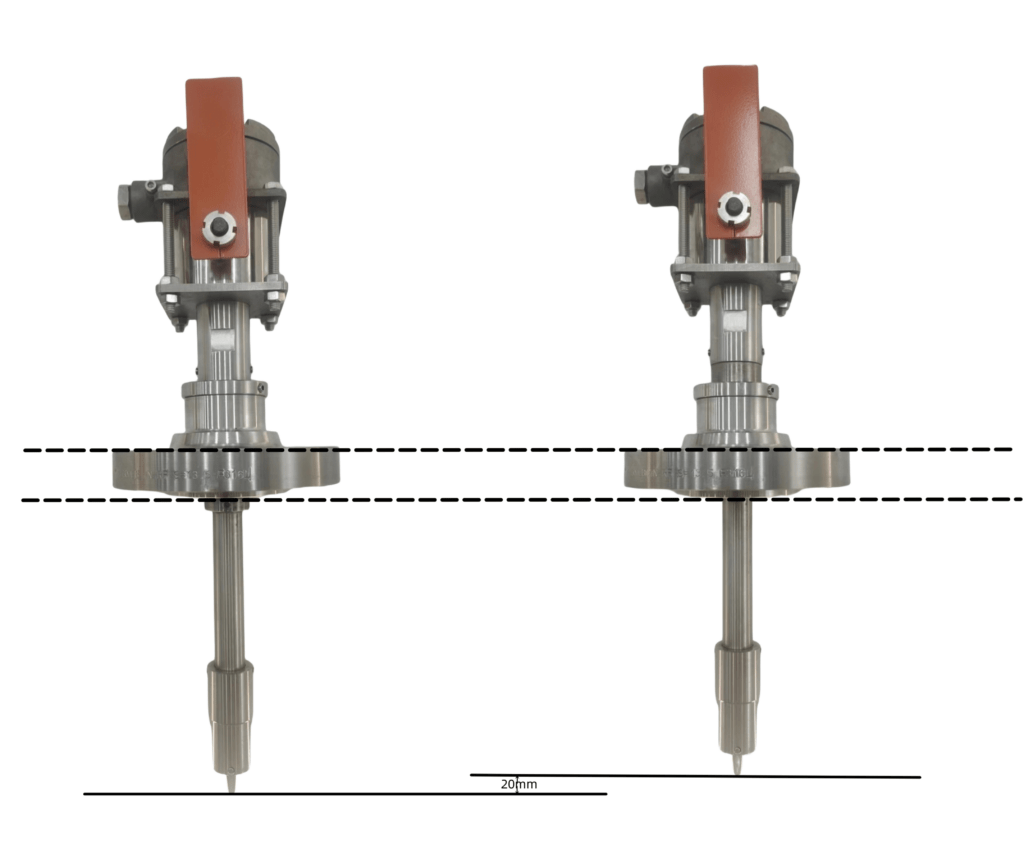
| Installing type | 2″Flange. As per ASME B16.5 (CLASS150~2500) | |||
| Plug body length _Correspond to the total standoff | 200mm/Meet the actual needs | |||
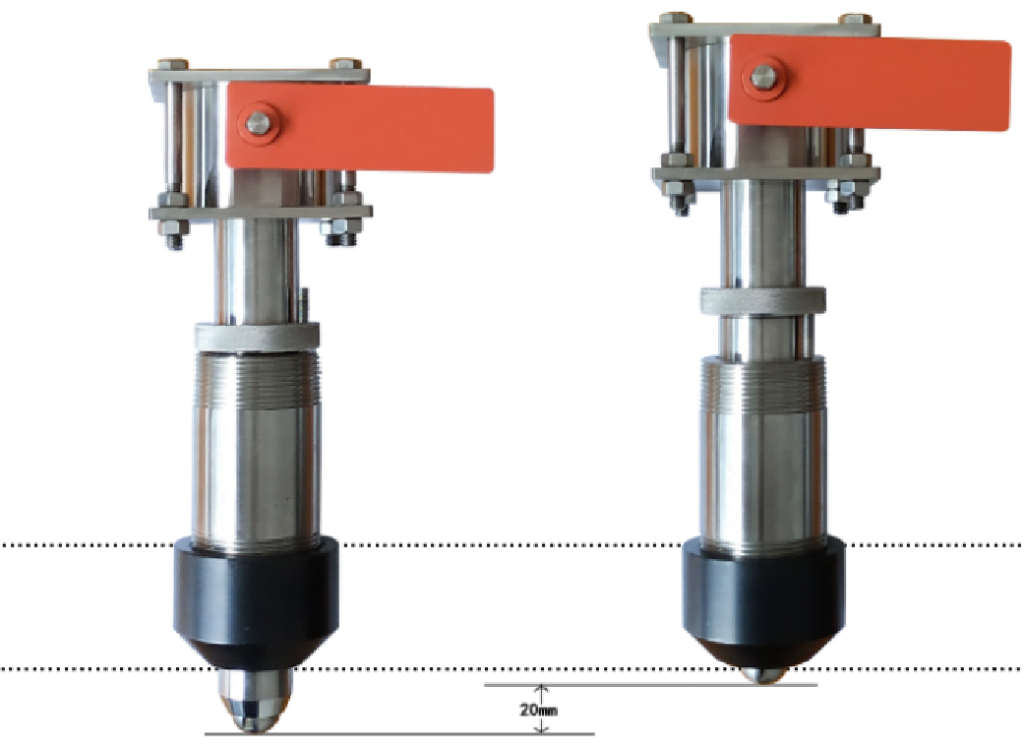
| Insert depth adjustment | 20mm | |||
| Operating temperature | -20~120℃/Meet customer requirements | |||
| NACE MR 0175 | Sim | |||
| Ingress protection | IP66 | |||
| Explosion-proof class | ExdⅡ BT4 | ExdⅡ BT4 | ||
| Remove under pressure | Não | |||
| Recurso opcional | ||||
| ● Configuração padrão ○ Configuração opcional - Nenhum | ||||
| Tipo de gatilho (B-Bidirecional/U-Unidirecional*) | ●/○ | |||
| Material da peça interna (316LSS/DSS/INCONEL) | ●/○/○ | |||
| Material do flange/corpo (Revestido com PTFE A105N/304SS/316LSS/DSS/INCONEL /Conforme MR) | ●/○/○/○/○/○ | |||
| A posição da superfície líquida interna (Alta_Necessidade de aquecimento/Baixa_Sem necessidade de aquecimento) [Apenas detectores de suínos unidirecionais] | ●/○ | |||
| Material da caixa de junção (Liga de alumínio/316SS) | —/— | ○/● | ●/— | |
| Tipo de mudança (DPDT/2*SPDT) | —/— | ○/● | ○/● | |
| Classificação do switch (DC24V 3A/DC24V 5A) | —/— | ●/○ | ●/— | |
| Tamanho da conexão elétrica (M20×1,5(F)/1/2″NPT(F)) | —/— | ●/○ | ●/— | |
| * A configuração padrão do gatilho unidirecional é em forma de bola. | ||||
| Relações correspondentes entre o gatilho e a profundidade da inserção (no tubo) | ||||
| Tipo de gatilho | Bidirecional | Unidirecional | ||
| Profundidade de inserção (no tubo) | 21mm | 13mm | ||
Processo de soldagem de dutos
A qualidade é o conteúdo central da gestão da construção de oleodutos e gasodutos, portanto, uma série de trabalhos são realizados em torno da qualidade. Na prática, a ênfase é colocada no controle da qualidade das operações de soldagem de tubulações. Comece pelo processo de soldagem, faça um bom trabalho em todo o processo de controle de qualidade da soldagem. Fortalecer o controle de materiais, pessoal e outros fatores para garantir a segurança e a qualidade do uso do gasoduto na fase posterior. 1. Processo de soldagem de dutos petroquímicos
Atualmente, os principais processos de soldagem de dutos petroquímicos são 😀 soldagem a arco. Na operação de soldagem de tubulação, o fundo de soldagem adota soldagem a arco, o que pode garantir o efeito de soldagem. De acordo com os diferentes eletrodos, a soldagem a arco pode ser dividida em soldagem a arco de fusão e soldagem a arco de flúor polar sem fusão 2 soldagem com proteção de gás de dióxido de carbono. Em aplicações práticas, é necessário esclarecer a posição da soldagem e os requisitos técnicos. Antes da soldagem, a ranhura deve ser limpa e a camada de óleo e tinta na superfície de ambos os lados deve ser limpa. Além disso, equipamentos e rotas aéreas deverão ser verificados. O processo de soldagem com proteção de gás dióxido de carbono geralmente adota a desoxidação composta de Si e Mn, e o efeito de soldagem é melhor. Enchimento para soldagem a arco com eletrodo.
De modo geral, na operação de soldagem de dutos petroquímicos, após a conclusão da operação de soldagem inferior, a escória e outras impurezas geradas pela operação de soldagem devem ser limpas a tempo. Se for encontrado um problema oculto, remova-o, solde-o e aterre-o novamente. When filling with electrode arc welding, it is necessary to ensure that the position of the bottom weld and the weld is staggered by more than 10mm, and the electrode with a diameter parameter of 3.2mm is used in the middle position. If the pipe wall thickness parameter is 9mm, the welding rod is set at the middle seam of the three-layer weld, and the diameter parameter is 3~5mm.




Avaliações
Não há comentários ainda.