
Deskripsi
Ikhtisar Signarler Babi Las
Signaller babi las digunakan untuk mengibarkan minyak, gas, air, dan saluran pipa transmisi lainnya, dan tanda tangan babi las adalah instrumen penilaian tanah apakah babi melewati atau tidak. Tidak hanya mudah dipasang tetapi juga dapat memenuhi persyaratan berbagai jalur pipa untuk indikator. Sistem operasi bahasa Inggris, interaksi manusia-komputer nyaman dan intuitif. Saat menguji, hanya perlu mengelas indikator ke pipa untuk bekerja.
Signaller babi las adalah peralatan yang diperlukan untuk operasi pembersihan di dalam pipa. Ini memiliki banyak keunggulan: pertama, strukturnya sederhana. Kedua, instruksinya intuitif. Ketiga, keandalan, biaya rendah, dll. Selain itu, kontak listrik juga dapat ditambahkan, dan sinyal dapat ditransmisikan dari jarak jauh untuk mencapai beberapa tampilan suara, cahaya, dan listrik.
Basis tanda tangan babi las dilas di pipa, dan strikernya dimasukkan ke dalam pipa. Ketika babi pipa melewati, striker disentuh, dan poros berputar dan pelat indikator yang dipasang pada poros dibuang, yang dapat secara visual menunjukkan bahwa babi pipa telah melewati tempat itu, dan kemudian mengandalkan pengaturan ulang papan indikator dan tuas pendulum secara manual. Untuk menghindari kesalahan penilaian, biasanya tidak dirancang untuk diatur ulang secara otomatis. Selain mencapai kekuatan tekan, indikator ini terutama untuk memenuhi persyaratan mencegah korosi, memastikan penyegelan, dan mencegah kebocoran.
Untuk alasan ini, semua bagian berputar yang bersentuhan dengan cairan terbuat dari stainless steel dan bahan tahan korosi. Tubuh utama dan poros berputar disegel dengan dua cincin karet, steker sekrup atas disegel dengan cincin karet, dan bodi utama dan alas disegel dengan cincin karet. Cincin penyegelan harus dilindungi, karena ini adalah satu -satunya cara untuk menjamin kebocoran. Untuk beradaptasi dengan diameter pipa dan diameter bola yang berbeda, permukaan busur pemasangan dari dasar indikator dan panjang batang ayunan perlu disesuaikan.
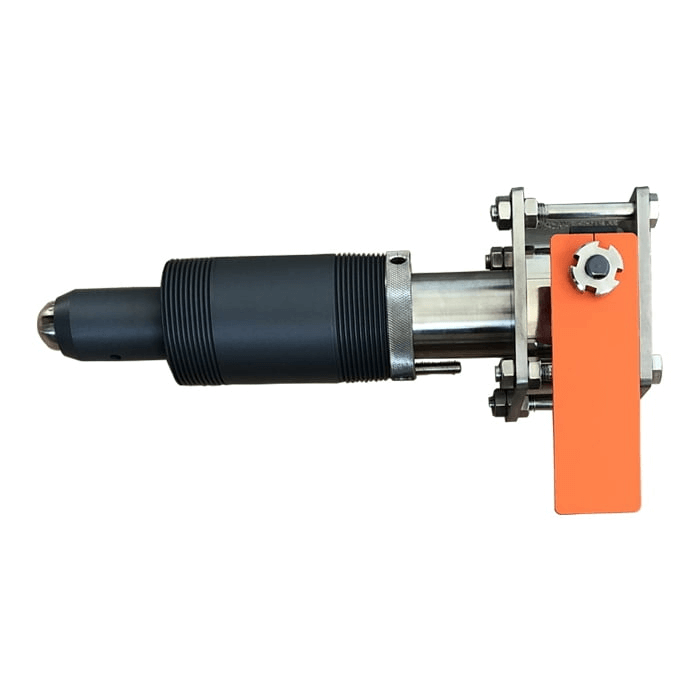
Struktur dasar tanda tangan babi las (lihat gambar terlampir),
Indikator ini terutama terdiri dari badan mekanik dan mekanisme tampilan
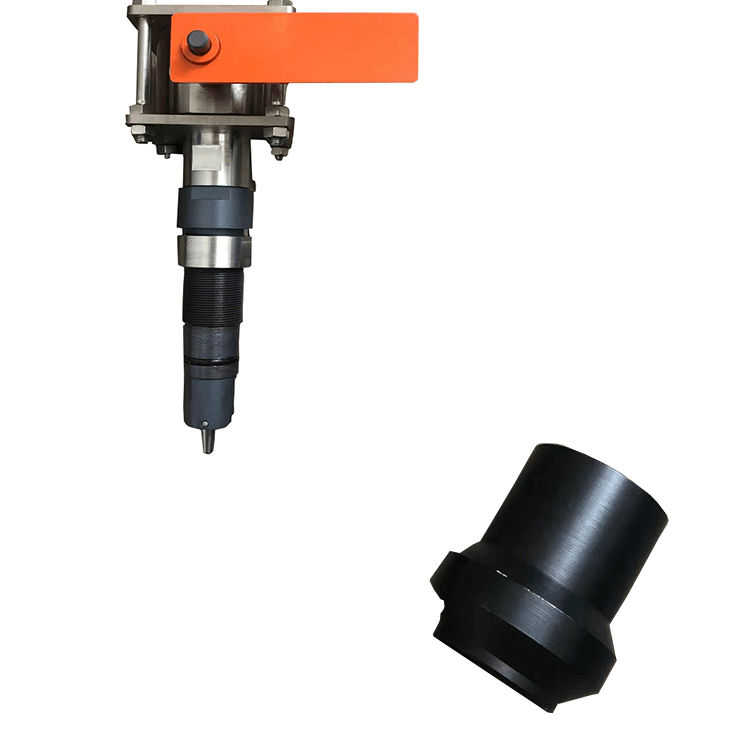
- Pemicu: Ini dapat diputar di kedua arah.
- Steker sekrup: Lihat stand 2 ″ stand stand, yang memenuhi kondisi pemasangan di bawah tekanan.
- Basis: Terbuat dari baja karbon, baja paduan, atau 304 baja tahan karat dengan kinerja pengelasan yang baik.
- Cincin penyegelan.
- Tappet.
- Cincin penyegelan.
- Musim semi.
- Hentikan mesin cuci (hentikan sekrup).
- Tingkatkan tappet stud.
- Sistem tuas.
- Tubuh bagian atas.
- Tappet.
- Kencangkan sekrup.
- Batang sentuh dalam: Dorong untuk membuat kepala kontrol clock berhenti: Ini dapat membuat tanda indikator mekanis untuk berdiri, waktu lewat tampilan digital, dan transmisi jarak jauh.
- Mekanisme tampilan: Menurut kebutuhan pengguna, kepala kontrol jam dan mekanisme indikator mekanik dapat diinstal dengan digital tahan ledakan
Tampilan atau listrik, cahaya, suara, dan sumber sinyal lainnya.
Metode Instalasi Signalir Babi Las:
- Sebelum pemasangan, periksa apakah badan mekanis dan tampilan mekanisme indikator fleksibel dan dapat diandalkan, dan kemudian ikuti instruksi struktur dan pemasangan.
Ini dimaksudkan untuk membongkar tubuh utama mesin dan mengelas pangkalan dan pipa secara terpisah.
- Basis pengelasan:
- Instalasi tanpa tekanan: Bersihkan situs instalasi, lepaskan semua lampiran, dan paparkan warna logam yang sebenarnya.
Sejajarkan pangkalan (diagram orientasi pengelasan) sehingga arah slotting di ujung atas alas sejajar dengan garis tengah pipa atau tanda di ujung atas alas berada di garis tengah pipa (arah slotting atau tanda pada pangkalan konsisten dengan arah gerakan pemicu). Kompres dasar untuk mencegah pergeseran atau defleksi selama pengelasan. B. Instalasi di bawah tekanan: (Lihat manual instruksi dari mesin pengeboran). Catatan: Saat mengelas pangkalan pada pipa, tekanan P dalam pipa harus dibatasi.
Rumus Perhitungan: 2ΔS (T-C) 0,72kgf/cm2
ΔS; batas hasil material.
T: Ketebalan dinding pipa mm
C: Jumlah tambahan ketebalan dinding (ketebalan deviasi negatif, tunjangan korosi, dll.) Umumnya membutuhkan 1,5-2mm.
D: Diameter luar pipa mm.
C: Setelah pengelasan dan pemasangan badan utama mesin selesai, sesuai dengan diagram struktur dan pemasangan,
Badan utama mekanis dipasang secara berurutan, dan mekanisme tampilan dihubungkan dengan sekrup pengikat sesuai dengan diagram struktur dan pemasangan, dan arah mekanisme tampilan dapat disesuaikan untuk pengamatan yang mudah.
Mengapa Anda membutuhkan tanda tangan babi las?
Pembersihan pipa secara teratur dapat meningkatkan efisiensi transportasi.
Signaller babi akan membantu Anda mengonfirmasi bahwa babi telah berlalu.

Fitur Dasar atau Parameter Pipa Signaler Babi Las | ||||
| Pig Detector Pipeline | B | C | D | |
| Jenis | Mengganggu | |||
| Indicator feature | Manual reset flag | Manual reset flag combined with electrical signals | Date and time display combined with electrical signals | |
| Installing type | 2″Flange. As per ASME B16.5 (CLASS150~2500) | |||
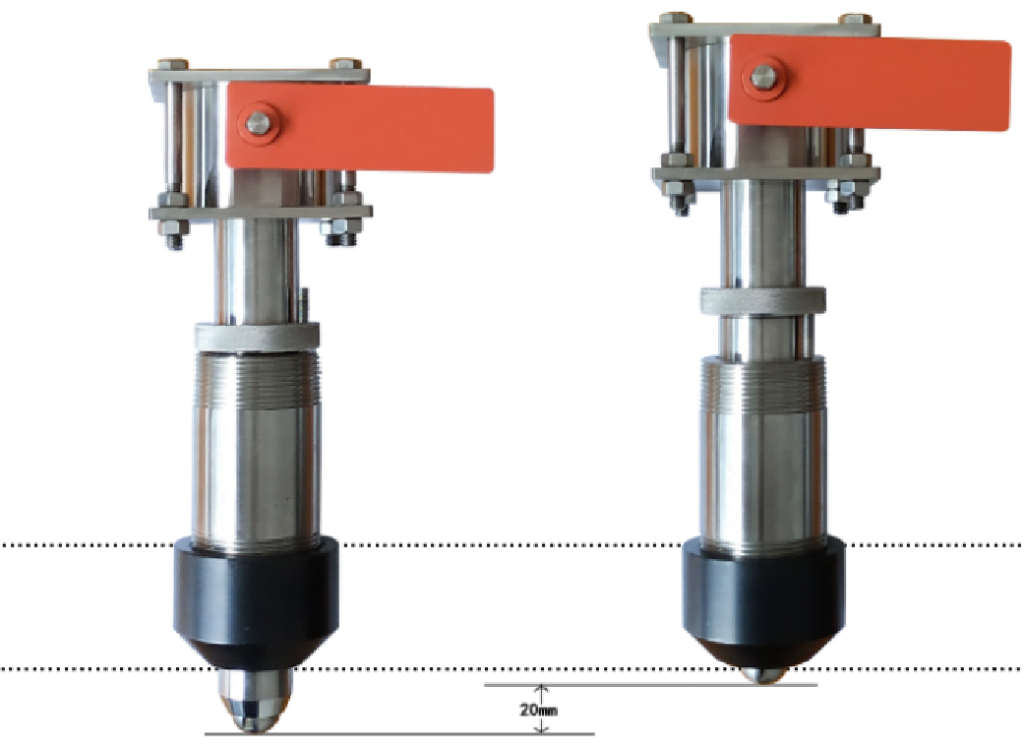
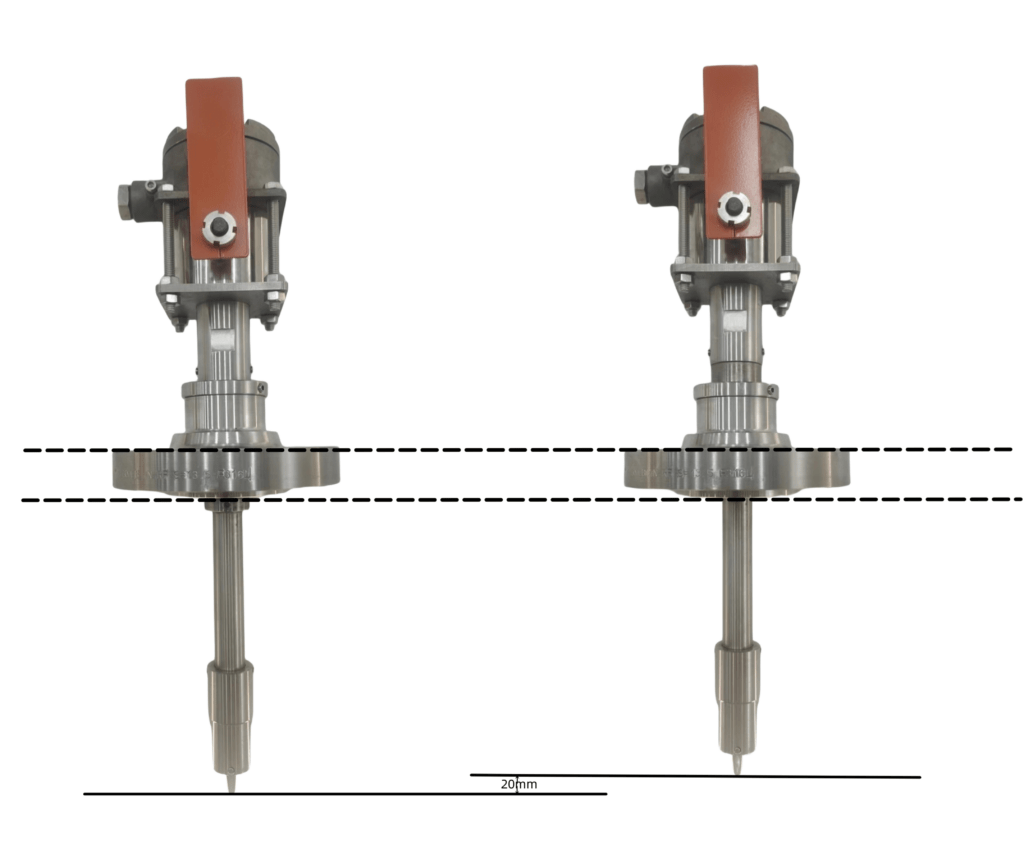
| Plug body length _Correspond to the total standoff | 200mm/Meet the actual needs | |||
| Insert depth adjustment | 20mm | |||
| Operating temperature | -20~120℃/Meet customer requirements | |||
| NACE MR 0175 | Ya | |||
| Ingress protection | IP66 | |||
| Explosion-proof class | ExdⅡ BT4 | ExdⅡ BT4 | ||
| Remove under pressure | Tidak | |||
| Fitur opsional | ||||
| ● Konfigurasi Standar ○ Konfigurasi opsional - Tidak ada | ||||
| Jenis pemicu (B-BI-Directional/U-UNI-Directional*) | ●/○ | |||
| Bahan bagian internal (316L SS/DSS/INCONEL) | ●/○/○ | |||
| Bahan flensa/tubuh (PTFE Dilapisi A105N/304SS/316LSS/DSS/Inconel /Sesuai Mr) | ●/○/○/○/○/○ | |||
| The position of the Internal liquid surface (High_Need to heating/Low_With no need for heating) [Only uni-directional pig detectors] | ●/○ | |||
| Bahan kotak persimpangan (Aluminium Alloy/316SS) | —/— | ○/● | ●/ - | |
| Jenis sakelar (DPDT/2*SPDT) | —/— | ○/● | ○/● | |
| Peringkat beralih (DC24V 3A/DC24V 5A) | —/— | ●/○ | ●/ - | |
| Ukuran Sambungan Listrik (M20 × 1.5 (f)/1/2″NPT (f)) | —/— | ●/○ | ●/ - | |
| * Standard configuration of Uni-directional trigger is ball shape. | ||||
| Corresponding relations between the trigger and Insert depth (In pipe) | ||||
| Jenis pemicu | Dua arah | Uni-directional | ||
| Masukkan kedalaman (dalam pipa) | 21mm | 13mm | ||
Pipeline Welding Process
Kualitas adalah kandungan inti dari manajemen konstruksi pipa minyak dan gas, sehingga serangkaian pekerjaan dilakukan di sekitar kualitas. Dalam praktiknya, penekanan ditempatkan pada pengendalian kualitas operasi pengelasan pipa. Mulailah dengan proses pengelasan, lakukan pekerjaan dengan baik dalam seluruh proses kontrol kualitas pengelasan. Perkuat kontrol bahan, personel, dan faktor -faktor lain untuk memastikan keamanan dan kualitas penggunaan pipa pada tahap selanjutnya. 1. Proses pengelasan pipa petrokimia
Saat ini, proses pengelasan utama pipa petrokimia adalah pengelasan busur. Dalam operasi pengelasan pipa, bagian bawah pengelasan mengadopsi pengelasan busur, yang dapat memastikan efek pengelasan. Menurut berbagai elektroda, pengelasan busur dapat dibagi menjadi pengelasan busur leleh dan pengelasan busur fluorin non-meleleh 2 pengelasan gas karbon dioksida yang terlindung. Dalam aplikasi praktis, perlu untuk mengklarifikasi posisi pengelasan dan persyaratan teknis. Sebelum pengelasan, alur harus dibersihkan, dan lapisan minyak dan cat di permukaan kedua sisi harus dibersihkan. Selain itu, rute peralatan dan udara harus diperiksa. Proses pengelasan pelindung gas karbon dioksida biasanya mengadopsi deoksidasi komposit Si dan Mn, dan efek pengelasan lebih baik. Pengisi untuk pengelasan busur elektroda.
Generally speaking, in the petrochemical pipeline welding operation, after the bottom welding operation is completed, the slag and other impurities generated by the welding operation should be cleaned up in time. If a hidden problem is found, remove it, weld it, and ground it again. When filling with electrode arc welding, it is necessary to ensure that the position of the bottom weld and the weld is staggered by more than 10mm, and the electrode with a diameter parameter of 3.2mm is used in the middle position. If the pipe wall thickness parameter is 9mm, the welding rod is set at the middle seam of the three-layer weld, and the diameter parameter is 3~5mm.




Ulasan
Belum ada ulasan.