
Descripción
Descripción general del señalizador de cerdo de soldadura
El Weld Pig Signaller se utiliza para raspar tuberías de petróleo, gas, agua y otras tuberías de transmisión, y el Weld Pig Signaller es un instrumento para juzgar el terreno si el raspador pasa o no. No solo es fácil de instalar sino que también puede cumplir con los requisitos de varias tuberías para indicadores. Sistema operativo en inglés, la interacción persona-computadora es conveniente e intuitiva. Al realizar la prueba, solo es necesario soldar el indicador a la tubería para que funcione.
El Weld Pig Signaller es un equipo necesario para la operación de limpieza en la tubería. Tiene muchas ventajas: Primero, la estructura es simple. En segundo lugar, las instrucciones son intuitivas. En tercer lugar, confiabilidad, bajo costo, etc. Además, también se pueden agregar contactos eléctricos y transmitir señales de forma remota para lograr múltiples visualizaciones de sonido, luz y electricidad.
La base del Weld Pig Signaller se suelda a la tubería y su percutor se inserta en la tubería. Cuando pasa el raspador de tubería, se toca el percutor y se descargan el eje giratorio y la placa indicadora instalada en el eje, lo que puede mostrar visualmente que el raspador de tubería ha pasado el lugar y luego depende del reinicio manual del tablero indicador y la palanca del péndulo. Para evitar errores de cálculo, normalmente no está diseñado para restablecerse automáticamente. Además de lograr resistencia a la compresión, el indicador debe cumplir principalmente con los requisitos de prevención de la corrosión, garantía de sellado y prevención de fugas.
Por este motivo, todas las piezas giratorias en contacto con el fluido están fabricadas en acero inoxidable y materiales resistentes a la corrosión. El cuerpo principal y el eje giratorio están sellados con dos anillos de goma, el tapón roscado superior está sellado con anillos de goma y el cuerpo principal y la base están sellados con anillos de goma. El anillo de sellado debe estar protegido, ya que es la única forma de garantizar contra fugas. Para adaptarse a diferentes diámetros de tubería y diámetros de bola, la superficie del arco de instalación de la base del indicador y la longitud de la varilla oscilante deben ajustarse en consecuencia.
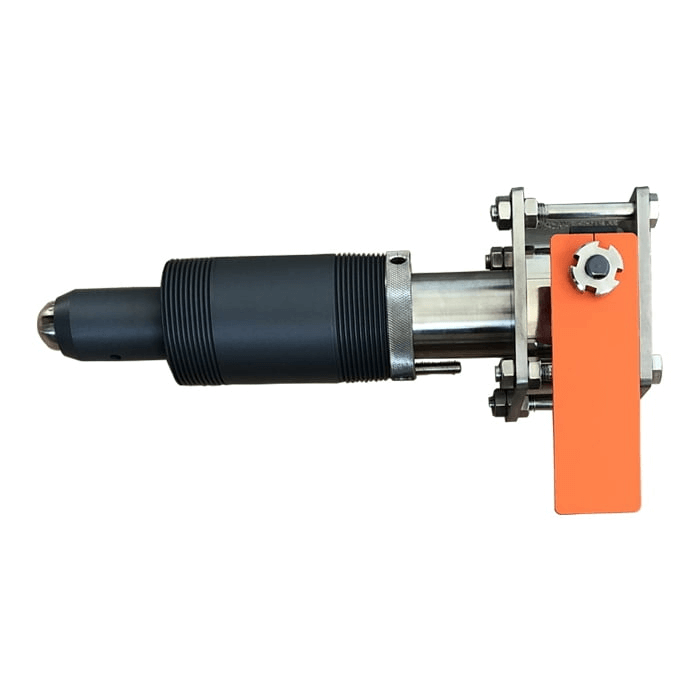
La estructura básica del Weld Pig Signaller (ver imagen adjunta),
El indicador se compone principalmente de un cuerpo mecánico y un mecanismo de visualización.
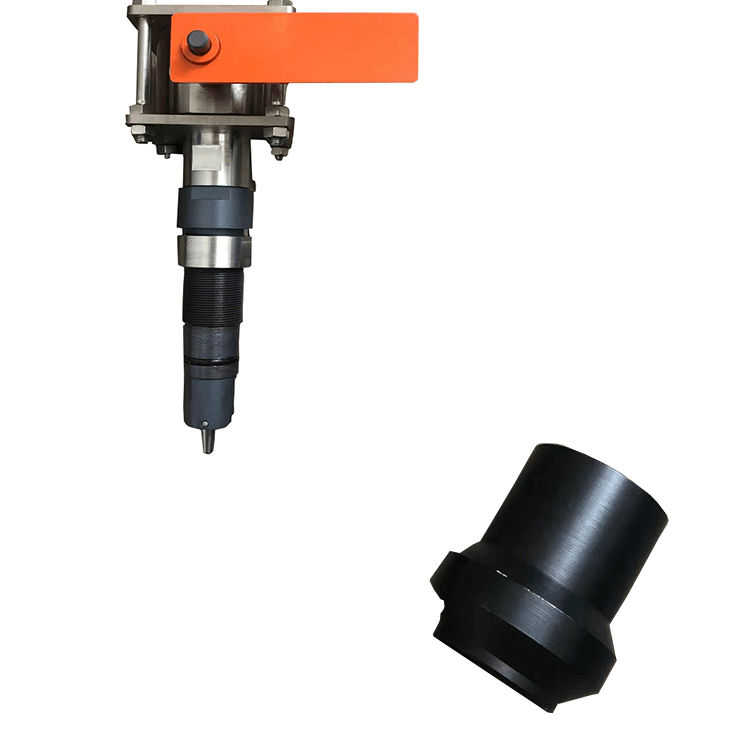
- Gatillo: Se puede girar en ambas direcciones.
- Tapón roscado: referirse al tapón estándar de 2″, que cumple con las condiciones de instalación bajo presión.
- Base: fabricada en acero al carbono, acero aleado o acero inoxidable 304 con buen rendimiento de soldadura.
- Anillo de sellado.
- Alzaválvulas.
- Anillo de sellado.
- Primavera.
- Arandela de tope (tornillo de tope).
- Aumentar el taqué del perno.
- Sistema de palanca.
- Parte superior del cuerpo.
- Alzaválvulas.
- Apretar los tornillos.
- Varilla táctil interna: empújela para detener el cabezal de control del reloj: puede hacer que la señal del indicador mecánico se levante, la pantalla digital pase el tiempo y la transmisión remota.
- Mecanismo de visualización: según las necesidades de los usuarios, el cabezal de control del reloj y el mecanismo indicador mecánico se pueden instalar con digital a prueba de explosiones.
Pantalla o electricidad, luz, sonido y otras fuentes de señales.
Método de instalación del Weld Pig Signaller:
- Antes de la instalación, verifique que el cuerpo mecánico y el mecanismo de visualización del indicador sean flexibles y confiables, y luego siga la estructura y las instrucciones de instalación.
Está destinado a desmontar el cuerpo principal de la máquina y soldar la base y la tubería por separado.
- Base de soldadura:
- Instalación sin presión: limpie el sitio de instalación, retire todos los accesorios y exponga el verdadero color del metal.
Alinee la base (diagrama de orientación de soldadura) de modo que la dirección de ranurado en el extremo superior de la base sea paralela a la línea central de la tubería o la marca en el extremo superior de la base esté en la línea central de la tubería (la línea de ranurado La dirección o marca en la base es consistente con la dirección de movimiento del gatillo). Comprima la base para evitar desplazamientos o deflexiones durante la soldadura. B. Instalación bajo presión: (consulte el manual de instrucciones de la perforadora). Nota: Al soldar la base a la tubería, se debe limitar la presión P en la tubería.
Fórmula de cálculo: 2δs(t-c) 0,72kgf/cm2
δs; el límite elástico del material.
t: espesor de pared de la tubería mm
c: La cantidad adicional de espesor de pared (desviación negativa del espesor, tolerancia a la corrosión, etc.) generalmente es de 1,5 a 2 mm.
d: Diámetro exterior de la tubería mm.
C: Una vez completada la soldadura e instalación del cuerpo principal de la máquina, de acuerdo con la estructura y el diagrama de instalación, el
El cuerpo principal mecánico se instala en secuencia y el mecanismo de visualización se conecta con tornillos de fijación de acuerdo con la estructura y el diagrama de instalación, y la dirección del mecanismo de visualización se puede ajustar para una fácil observación.
¿Por qué necesita un señalizador Weld Pig?
La limpieza regular de tuberías puede mejorar la eficiencia del transporte.
El señalizador de cerdos le ayudará a confirmar que el cerdo ha pasado.

Característica o parámetro básico de la tubería del señalizador de cerdo de soldadura | ||||
| Pig Detector Pipeline | B | C | D | |
| Tipo | Intruso | |||
| Característica del indicador | Bandera de reinicio manual | Bandera de reinicio manual combinada con señales eléctricas. | Date and time display combined with electrical signals | |
| Installing type | 2″Flange. As per ASME B16.5 (CLASS150~2500) | |||
| Plug body length _Correspond to the total standoff | 200mm/Meet the actual needs | |||
| Insert depth adjustment | 20mm | |||
| Operating temperature | -20~120℃/Meet customer requirements | |||
| NACE MR 0175 | Sí | |||
| Ingress protection | IP66 | |||
| Explosion-proof class | ExdⅡ BT4 | ExdⅡ BT4 | ||
| Remove under pressure | No | |||
| Característica opcional | ||||
| ● Configuración estándar ○ Configuración opcional - Ninguno | ||||
| Tipo de disparador (B-Bidireccional/U-Unidireccional*) | ●/○ | |||
| Material de la parte interna (Acero inoxidable 316L/DSS/INCONEL) | ●/○/○ | |||
| Material de brida/cuerpo (Recubrimiento de PTFE A105N/304SS/316LSS/DSS/INCONEL /Según RM) | ●/○/○/○/○/○ | |||
| La posición de la superficie interna del líquido. (Alta_Necesidad de calefacción/Baja_Sin necesidad de calefacción) [Sólo detectores de cerdos unidireccionales] | ●/○ | |||
| Material de la caja de conexiones (Aleación de aluminio/316SS) | —/— | ○/● | ●/— | |
| Tipo de interruptor (DPDT/2*SPDT) | —/— | ○/● | ○/● | |
| Clasificación del interruptor (CC24V 3A/CC24V 5A) | —/— | ●/○ | ●/— | |
| Tamaño de conexión eléctrica (M20×1,5(H)/1/2″TNP(F)) | —/— | ●/○ | ●/— | |
| * La configuración estándar del gatillo unidireccional tiene forma de bola. | ||||
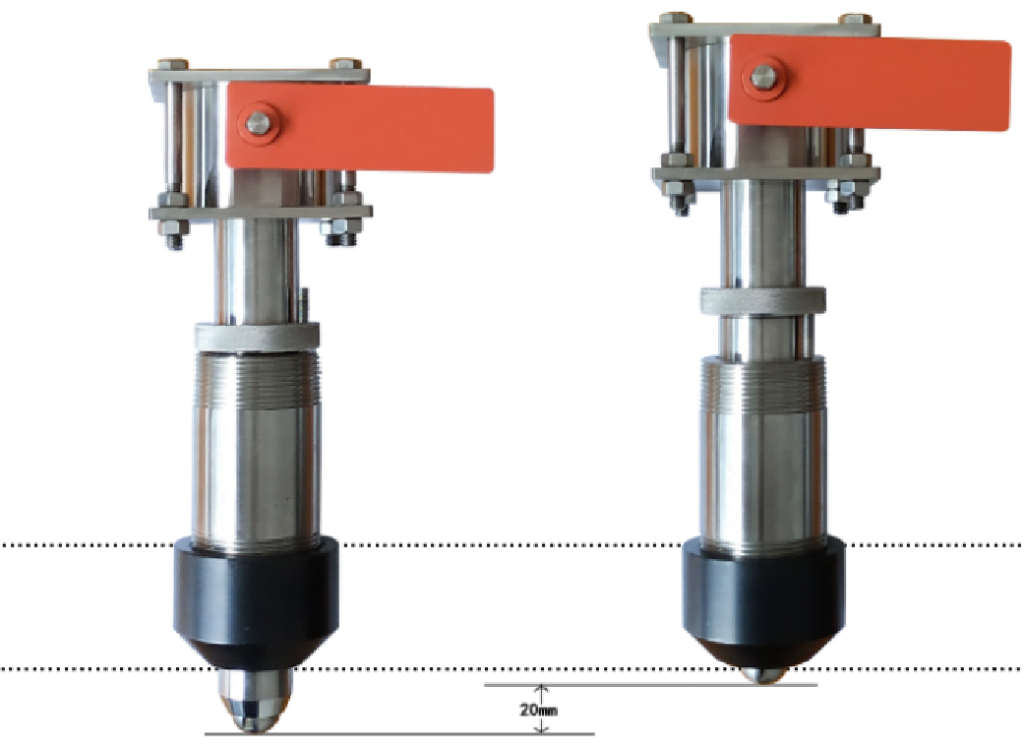
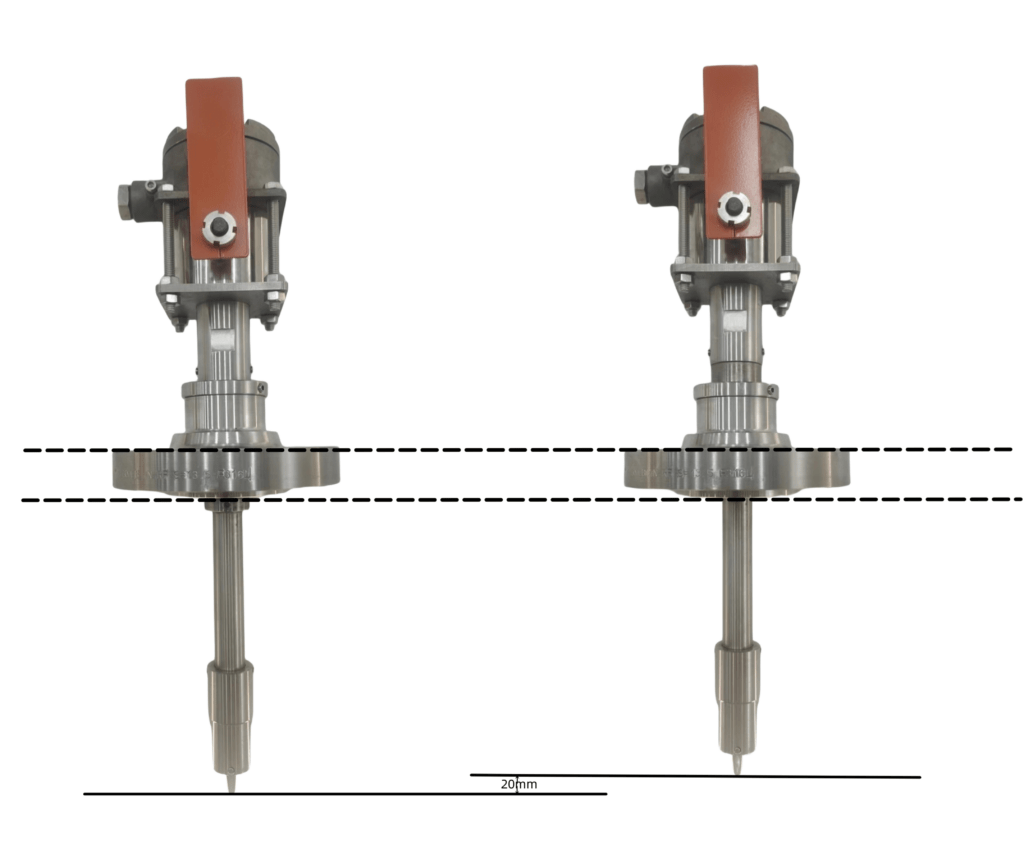
| Relaciones correspondientes entre el gatillo y la profundidad de inserción (en tubería) | ||||
| Tipo de disparador | Bidireccional | Unidireccional | ||
| Profundidad de inserción (en tubería) | 21mm | 13mm | ||
Proceso de soldadura de tuberías
La calidad es el contenido central de la gestión de la construcción de oleoductos y gasoductos, por lo que se realizan una serie de trabajos en torno a la calidad. En la práctica, se pone énfasis en controlar la calidad de las operaciones de soldadura de tuberías. Comience con el proceso de soldadura, haga un buen trabajo en todo el proceso de control de calidad de la soldadura. Fortalecer el control de materiales, personal y otros factores para garantizar la seguridad y calidad del uso de las tuberías en la etapa posterior. 1. Proceso de soldadura de tuberías petroquímicas.
En la actualidad, los principales procesos de soldadura de ductos petroquímicos son 😀 la soldadura por arco. En la operación de soldadura de tuberías, la parte inferior de soldadura adopta soldadura por arco, lo que puede garantizar el efecto de soldadura. Según los diferentes electrodos, la soldadura por arco se puede dividir en soldadura por arco de fusión y soldadura por arco de flúor polar sin fusión 2 soldadura protegida con gas dióxido de carbono. En aplicaciones prácticas, es necesario aclarar la posición de soldadura y los requisitos técnicos. Antes de soldar, se debe limpiar la ranura y se debe limpiar la capa de aceite y pintura en la superficie de ambos lados. Además, se deben verificar los equipos y las rutas aéreas. El proceso de soldadura con protección de gas de dióxido de carbono generalmente adopta desoxidación compuesta de Si y Mn, y el efecto de soldadura es mejor. Relleno para soldadura por arco con electrodo.
Generally speaking, in the petrochemical pipeline welding operation, after the bottom welding operation is completed, the slag and other impurities generated by the welding operation should be cleaned up in time. If a hidden problem is found, remove it, weld it, and ground it again. When filling with electrode arc welding, it is necessary to ensure that the position of the bottom weld and the weld is staggered by more than 10mm, and the electrode with a diameter parameter of 3.2mm is used in the middle position. If the pipe wall thickness parameter is 9mm, the welding rod is set at the middle seam of the three-layer weld, and the diameter parameter is 3~5mm.




Reseñas
Aún no hay reseñas.