
Descripción
Introducción
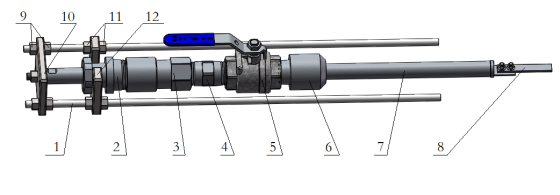
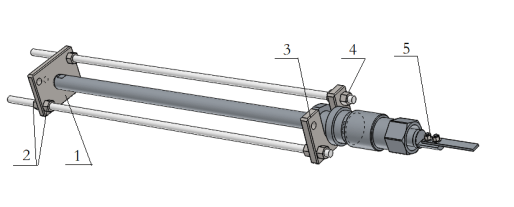
(Figura uno)
Para las tuberías con una presión de diseño inferior a 10 MPa, el sistema de cupón de corrosión ajustable está equipado con una herramienta de instalación y eliminación de estilo de abrazadera dedicada, lo que permite el desmantelamiento en línea. El sistema de cupón de corrosión retráctil EMT-RCC es una herramienta versátil que puede manejar presiones de hasta 1500 psi (10.3 MPa) y temperaturas de hasta 500 ℉/260 ℃. Esto significa que puede funcionar de manera efectiva en condiciones difíciles en las tuberías. La profundidad a la que se instala la sonda de cupón de corrosión se puede alterar en función del diámetro y el grosor de la pared de la tubería. Esto le brinda la flexibilidad de ajustarlo para adaptarse a diferentes tamaños de tuberías. Las longitudes estándar del sistema son 24, 30, 36, 42 y 48 pulgadas. Esta gama de tamaños lo hace adecuado para una variedad de diámetros de tubería. Al final del sistema, hay un lugar para un cupón de corrosión de tipo strip aislado. El sistema viene completo con todo lo que necesita: una varilla de sonda, una válvula de bola, un cupón de corrosión y un kit de abrazadera de seguridad ajustable. Aconsejamos usar la abrazadera de seguridad si la presión dentro de la tubería es inferior a 1500 psi y la temperatura es inferior a 500 ℉. Esto ayuda a mantener la seguridad durante la operación.
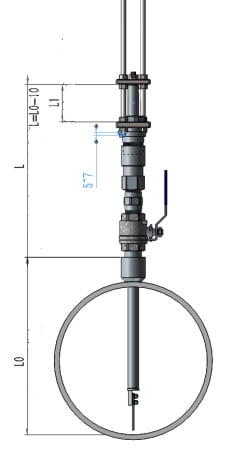
(Figura 2)
Instalación inicial de cupones de corrosión ajustables EMT-RCC
The product is transported as a whole when leaving the factory, with all components already assembled (including the welded base) and having passed a pressure test. Therefore, during installation, the user must unscrew and separate the welded base from the connection with the valve, weld it to the designated position on the pipe (pre-drilled diameter φ27~30mm), measure the distance L0 as shown in Figure 2, adjust the spacing L1 of the safety clamps (as shown in Figure 2), then install the corrosion coupon system onto the base, adjust the positioning distance L and the direction of the coupon, and tighten the upper and lower safety clamps. The installation is then complete. The specific steps are as follows:
(1) Preparación antes de la instalación
Haga un agujero de aproximadamente φ27 a 30 mm de ancho en el punto planificado en la tubería. Después de que haya perforado el agujero, alise los bordes o pedazos rugosos que quedan. Además, asegúrese de limpiar cualquier óxido del área donde va a soldar.
(2) Separación de la base soldada
Desenrosque la base soldada del sistema de cupón de corrosión, separándola en la unión entre la base soldada y la válvula (entre los ítems 5 y 6 en la Figura 1). Use una llave para fijar el cuerpo de la válvula y otra llave para desenroscar la base soldada.
(3) Soldadura de la base soldada (ítem 6 en la Figura 1)
Alinee la base soldada con el orificio perforado (perpendicular al centro de la tubería y la pared y concéntrico con el orificio), luego bídelo a la tubería.
(4) Determinar la distancia de instalación l
Una vez que haya terminado de soldar la base, deberá medir la distancia máxima desde la parte superior de la base soldada hasta el interior de la tubería. Use una varilla de sonda para esto o mídela directamente. Mientras mide, asegúrese de que la varilla de la sonda se mantenga en ángulo recto con el centro de la tubería y la pared interior. Esta es la distancia marcada como L0 en la Figura 2. A continuación, calcule la distancia de posicionamiento, L, restando 10 mm de L0. Como resultado, L = L0 menos 10 mm. Escriba esta distancia de posicionamiento y mantenla a salvo. Necesitará esta información cuando instale y mantenga el cupón en el futuro.
(5) Ajuste la distancia de la abrazadera de seguridad
Primero, ajuste la tuerca de bloqueo en la abrazadera de seguridad inferior. Luego, refiriéndose a la distancia de 5-7 mm que se muestra en la Figura 2, asegure los dos pernos a la abrazadera de seguridad inferior.
A continuación, ajuste las tuercas en ambos lados de la abrazadera de seguridad superior. Esto cambiará la brecha entre las dos abrazaderas de seguridad. Está apuntando a una distancia de 90–95 mm, que se muestra como L1 en la Figura 2.
Una vez que haya realizado estos ajustes, su ensamblaje está listo para comenzar.
(6) Instale el material de sellado
Retire el material de sellado restante de las superficies de las roscas de la válvula y las roscas de base soldadas. Vuelva a envolver el material de sellado en las roscas externas de la válvula.
(7) Instale el sistema de cupón de corrosión
Conecte el sistema de cupón de corrosión con la base soldada (esto requiere dos personas). Asegúrese de que las roscas estén alineadas y atornilladas, gire el sistema de cupón de corrosión hasta que no pueda moverse, y luego apriete la válvula con una llave.
(8) Ajuste el cupón de corrosión a su posición de instalación final
Según la distancia L calculada en el paso (4) de esta sección, ajuste la distancia entre la abrazadera de seguridad superior y la superficie plana de la base soldada a la distancia de posicionamiento L (cuando la distancia entre la abrazadera de seguridad superior y la superficie plana de la base soldada es mayor que L0, la pinza de seguridad superior debe ajustarse hacia abajo para igual a la distancia L). Esta es la distancia mínima, es decir, la profundidad máxima del cupón de corrosión en la tubería. Esto asegura que después de instalar el sistema de cupón en la base, el extremo inferior del cupón de corrosión está cerca de la parte inferior de la tubería mientras se mantiene una distancia segura.
(9) Ajuste la dirección del cupón de corrosión
Use una llave para ajustar la dirección de la superficie del indicador del cupón de corrosión (Figura 3) en la parte superior de la varilla de soporte del cupón, asegurando que la superficie del indicador enfrente la dirección del flujo medio dentro de la tubería. (En este punto, la dirección de ancho del cupón de corrosión es paralela a la dirección de la tubería).
(10) Apriete las tuercas de ajuste de la abrazadera de seguridad superior; Verifique y apriete las tuercas de bloqueo de la abrazadera de seguridad inferior. La instalación está completa.
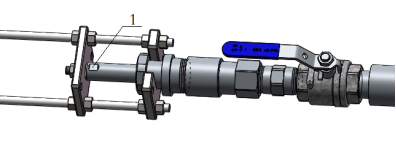
(Figura 3)
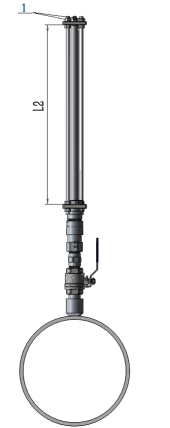
(Figura 4)
Desmontaje e inspección de mantenimiento del sistema de cupón de corrosión ajustable EMT-RCC
Al desmontar el sistema de cupón de la tubería para la inspección de mantenimiento, siga los pasos a continuación.
(1) Coloque la abrazadera de seguridad superior a la posición donde se cierra la válvula.
Loosen the two nuts on the upper safety clamp, adjust the nuts to the distance L2 as shown in Figure 4, L2 = 515~525mm, then stop.
When there is pressure inside the pipe, the corrosion probe support rod will be pushed upwards as the nuts are loosened. If the coupon support rod does not pop up as the nuts are loosened, check by twisting the coupon support rod to see if it is jammed, to prevent a sudden burst under internal pressure, causing injury.
Note: Two people can operate simultaneously to unscrew the nuts, or one person can unscrew the two nuts alternately (alternate operation every 1 to 2 turns).
Under the pressure inside the pipe, the corrosion coupon support rod should be able to pop out as the nuts are loosened. If it doesn’t pop out, check and handle it promptly to ensure safe operation.
(2) Close the valve.
Rotate the valve handle to the closed state.
Note: Before closing the valve, you must confirm the distance L2, L2=515~525mm, to prevent the valve from being affected by a small L2 distance or causing damage to internal parts.
(3) Disassemble the sealing nut of the coupon system.
Fije el tubo de rama (No. 4 en la Figura 1) en la parte superior de la válvula con una llave. Use otra llave para girar la tuerca de sellado en sentido antihorario. Una vez que se afloje, use su mano para girarla, separe la tuerca de sellado y las partes sobre ella en su conjunto, y colóquelas de manera segura.
(Nota: esta operación requiere dos personas).
Con esta operación, el sistema de cupón se puede quitar de la base soldada y la tubería, y el trabajo de desmontaje se completa.
(4) Desmontaje del cupón de corrosión
Cuando es necesario desmontar el cupón de corrosión, debe ajustar las tuercas en la abrazadera de seguridad superior del dispositivo de cupón de corrosión, reduciendo la distancia entre las dos abrazaderas de seguridad, hasta que el cupón de corrosión y las tuercas que fijan el cupón de corrosión se extienden completamente de la tuerca de sellado. La longitud de la extensión debe ser suficiente para facilitar el desmontaje de las nueces que fijan el cupón de corrosión. Consulte el estado en la Figura 5.
Desatornille las nueces que están fijando el cupón de corrosión, eliminan el cupón de corrosión y realizan inspecciones o reemplazos posteriores.
- Abrazadera de seguridad superior
- Tuerca de ajuste
- Abrazadera inferior a la seguridad
- Tuerca de bloqueo (bloqueada durante el ajuste)
- Cupón de corrosión fijación de tuerca
(Figura 5)
Parámetros
| Forma | banda |
| Dimensiones | 3 ″ x 1/2 ″ x 1/16 ″ (7.6 cm x 1.3 cm x 0.16 cm) |
| Orificio de instalación | 2 holes |
| surface area | 3.4 in² (21.9 cm²) |
Furthermore, the specifications of the corrosion coupons can be tailored to meet the use of the user. Besides the strip shape, we also provide the circular type and other special types.
Components of EMT Adjustable Corrosion Coupons
- Safety Clamp Assembly
- Lock Nut
- Sealing Nut
- Tubo de conexión
- Válvula de bola de diámetro completo
- Base soldada
- Barra de montaje de cupón
- Cupón de corrosión
- Tuerca de ajuste
- Abrazadera de seguridad superior
- Tuerca de bloqueo
Reinstallation of EMT-RCC Adjustable Corrosion Coupons
Una vez completado o reinstalado el reemplazo del cupón de corrosión después del trabajo de inspección, continúe con la reinstalación del dispositivo del cupón.
(1)Confirm whether the adjustment rod is adjusted in place.
Measure and adjust the distance between the two safety clamps (important), it should meet L2=515~525mm in Figure 4. If it does not meet this criterion, adjustments should be made to this range. (Note: Keep the lower safety clamp stationary during the adjustment process, only adjust the upper safety clamp during the adjustment process.)
(2) Reemplace el material de sellado.
Limpie el material de sellado residual en las roscas de la tubería de rama y la tuerca de sellado, y envuelva un nuevo material de sellado en las roscas de la tubería de rama.
(3) Instale el dispositivo de cupón.
Alinee el dispositivo de cupón con las roscas de la tubería de la rama, el amortiguador a mano hasta que no se mueva, luego use una llave para apretar la tuerca de sellado.
(4) Abra la válvula.
Después de abrir la válvula, verifique si hay alguna fuga en la conexión de la tubería de rama y otras conexiones roscadas. Si hay fuga, cierre la válvula, luego lidie con el sello con fugas (reemplace el material de sellado o reemplace las piezas, mantenga y reinstale). Si todavía hay fugas, repita este paso hasta que no haya fugas.
(5) Ajuste la abrazadera de seguridad superior a su posición de instalación inicial.
Ajuste la tuerca de ajuste inferior de la abrazadera de seguridad superior a la posición más baja y ajuste rápidamente esta tuerca cuando afecte el ajuste de la tuerca de ajuste superior.
Ajuste la distancia entre la abrazadera de seguridad superior y la superficie de la base soldada a la distancia de registro de instalación inicial L, consulte el paso (4) de la instalación inicial.
Al ajustar las tuercas, una sola persona puede operar alternativamente para apretar las dos tuercas; o dos personas pueden apretar simultáneamente las dos tuercas, procurando mantener la abrazadera de seguridad superior perpendicular a la varilla de soporte del cupón para evitar una inclinación excesiva.
(6) Bloquear la barra de soporte del cupón.
Después de ajustar la abrazadera de seguridad superior en su lugar, verifique la dirección de la varilla de soporte del cupón, gire la varilla de soporte del cupón para que la superficie indicadora (Figura 3) apunte en la dirección del flujo medio de la tubería.
Apriete las tuercas de ajuste superior e inferior de la abrazadera de seguridad superior, verifique y apriete la tuerca de bloqueo de la abrazadera de seguridad inferior. La instalación está completa.
Con esto finaliza el proceso de reinstalación.




Lvivforum.pp.ua –
Esta es la página web de RIHT para cualquiera que suprenda sobre este tema.
Entiendes mucho que es casi difícil discutir contigo (no es que yo
Realmente necesitaré ... jaja). Definitivamente le das un toque a un tema que tiene
ha sido discutido por años. Cosas maravillosas, solo
¡excelente! https://Lvivforum.Pp.ua/