--")
Beschreibung
Das DBB -Ventil verstehen
Ein Doppelblock- und Blutungsventil (DBB) ist ein spezifischer Ventiltyp, der hauptsächlich in der Öl- und Gasindustrie, aber auch in verschiedenen anderen industriellen Anwendungen verwendet wird. Der Hauptzweck eines DBB -Ventils besteht darin, den Flüssigkeitsfluss zu stoppen und die vollständige Isolierung von Flüssigkeit in einem System zu gewährleisten.

Arten von DBB-Ventilen
DBB -Ventile sind in der Tat in zwei primären Designs erhältlich: der modulare oder geteilte Körpertyp und den integralen Typ. Wenn Sie die einzigartigen Funktionen und Anwendungen jedes Designs verstehen, können Sie das beste DBB -Ventil für Ihre Anforderungen auswählen.
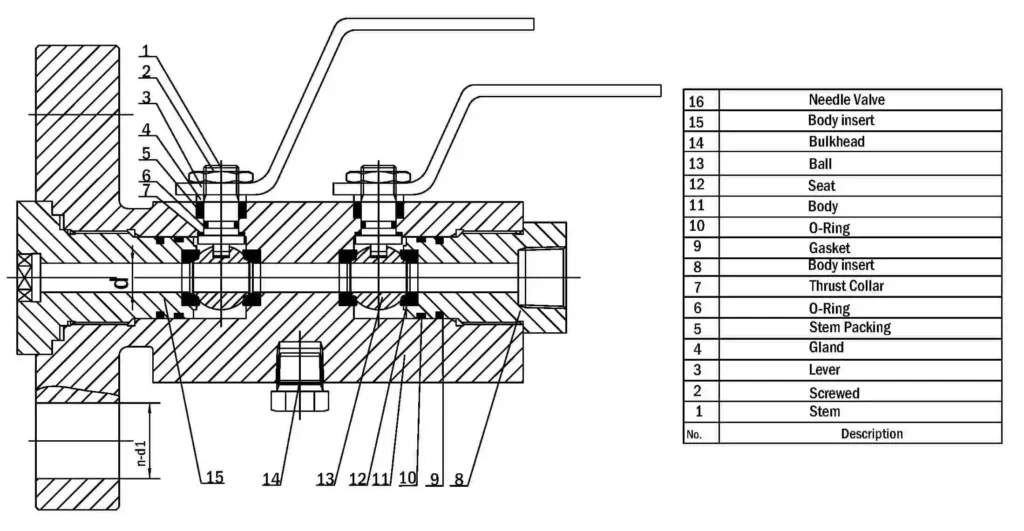
- Modulares oder geteiltes DBB-Ventil: Dieses Design ist durch seine Dual-Ball-Struktur gekennzeichnet und bietet eine zusätzliche Sicherheitsschicht. Das Vorhandensein von zwei Kugeln in einem einzelnen Ventilkörper garantiert eine doppelte Blockade, ein kritisches Merkmal in Anwendungen mit hohem Risiko. Eine Schlüsselkomponente dieses Designs ist das Abflussnadelventil, das strategisch zwischen den beiden Kugeln liegt. Dieses Ventil erleichtert die Entwässerung des Ventils und ermöglicht bei Bedarf den Druck auf Null. Die Modularität dieses Designs, die durch seine dreiteilige Körperkonstruktion erleichtert wird, macht es für zahlreiche Anwendungen, einschließlich Instrumente und Rohrleitungen, vielseitig und vorteilhaft. Diese Ventile sind in verschiedenen Größen im Bereich von 1 bis 24 Zoll erhältlich und können eine Reihe von Druckklassenbewertungen, von API 3.000 bis API 10.000 und in allen Druckklassenwerken von 150 bis 2.500 Pfund verarbeiten.
- Integrale DBB -Ventile: Diese Ventile, die hauptsächlich in der Instrumentenbranche verwendet werden, sind in einer Vielzahl von Designs erhältlich, um eine Vielzahl von Bedürfnissen zu erfüllen. Zu den Designs gehören Flansch-zu-Flansch, Flansch-Thread, Injektion und Probenahme sowie Ball- und Nadeltypen, die Flexibilität für verschiedene industrielle Anwendungen bieten. Ähnlich wie beim modularen oder geteilten Körpertyp verfügt das integrale DBB auch über ein Abflussnadelventil, das zwischen den beiden Kugeln positioniert ist. Dies ermöglicht die Entwässerung des Ventils und das Zurücksetzen des Drucks auf Null bei Bedarf. Das integrale Design ist bekannt für seine robuste Konstruktion und die Fähigkeit, den Druck effizient zu bewältigen.

So wählen Sie das richtige DBB -Ventil aus
Die Auswahl des entsprechenden Doppelblock- und Blutungsventils (DBB) für Ihre Bedürfnisse erfordert ein gründliches Verständnis der Anwendung, die Art des gesteuerten Mediums und die Betriebsbedingungen, insbesondere Temperatur und Druck. Tauchen wir tiefer in jeden dieser Faktoren ein:
- Art der Anwendung: Die spezifischen Anforderungen Ihrer Anwendung spielen eine entscheidende Rolle bei der Bestimmung des geeigneten DBB -Ventils. Wenn Sie beispielsweise die Integrität eines Systems beibehalten müssen, während Sie einen Abschnitt der Pipeline reparieren, kann ein DBB -Ventil die erforderliche Isolation liefern. In einem solchen Szenario können Sie zwei Gate -Ventile verwenden, um den Onstream -Fluss zu blockieren. In der Zwischenzeit kann ein Kugelventil verwendet werden, um die Flüssigkeit aus dem blockierten Rohrleitungsabschnitt zu entlüften, sodass Reparaturen sicher auftreten können. Wenn Sie die Feinheiten Ihrer Anwendung verstehen, können Sie den am besten geeigneten DBB -Ventiltyp und die am besten geeignete Konfiguration veranlassen.
- Art des Mediums: Die Art des Mediums oder der Medien, die Sie kontrollieren möchten, beeinflusst auch die Auswahl eines DBB -Ventils stark. Für die Kontrolle viskose Flüssigkeiten und dichte Gase benötigen Sie beispielsweise möglicherweise einen vollständigen Ball-, Globus- oder Gate-Ventil als Blockventil, da diese Medienkapazitäten behandelt werden können. Ein für seine Präzision bekanntes Nadelventil wird in solchen Situationen häufig als Blutventil ausgewählt. Wenn Sie sich mit korrosiven Medien befassen, kann es erforderlich sein, sich für DBB -Ventile aus rostfreiem Stahl zu entscheiden, die eine hervorragende Korrosionsbeständigkeit bieten und sicherstellen, dass das Medium effektiv blockiert wird, ohne dass das Ventil selbst beschädigt wird.
- Betriebstemperatur und Druckbedingungen: Die Bedingungen, unter denen Ihr Betrieb durchgeführt wird, wirkt sich auch auf die Auswahl des DBB -Ventils aus. Hochdruck-, Hochtemperaturanwendungen können die Verwendung von Antistatik-Kugelventilen als Blockventile erfordern. Diese Arten von Ventilen sind so konstruiert, dass sie Druckschwankungen und Vibrationen standhalten, wodurch sie für den Einsatz in empfindlichen Operationen sicher sind. Im Gegensatz dazu könnten Niederdruckvorgänge besser zu einem einzelnen DBB-Gate-Ventil mit einstellbaren Keilen und einem Körperblutventil geeignet sein, das die erforderliche Funktionalität ohne Hochdruckfestigkeit bieten kann.
Wenn Sie diese Faktoren berücksichtigen - die Art der Anwendung, die Art des Mediums und die Betriebsbedingungen - können Sie bei der Auswahl eines DBB -Ventils eine fundierte Entscheidung treffen, um sicherzustellen, dass dies Ihren spezifischen Anforderungen entspricht und zum sicheren und effizienten Betrieb Ihres Systems beiträgt.

Vorteile der Verwendung von DBB -Ventilen
Ventile für Doppelblock- und Blutungen (DBB) sind genial so konzipiert, dass sie die traditionelle Methode zum Verbinden einzelner Ventile ersetzen, um eine doppelte Isolation zu erreichen. Dieses optimierte Design bietet mehrere bedeutende Vorteile:
- Raum-, Gewicht- und Installationseffizienz: DBB -Ventile konsolidieren mehrere Ventilfunktionen in eine einzelne Einheit, was zu erheblichen Einsparungen in Bezug auf Gewicht und Raum führt - in einigen Fällen bis zu 60%. Dieses kompakte Design ist besonders vorteilhaft für Isolierinstrumente oder Instrumentenkäfige. Durch die Vereinfachung der Anzahl der zu installierenden Komponenten können DBB -Ventile auch die Installationszeit um bis zu 70%verkürzen.
- Umweltsicherheit: Einer der herausragenden Vorteile von DBB -Ventilen ist das Potenzial, die Umweltauswirkungen zu minimieren. Durch die signifikant verringernde Anzahl potenzieller Leckwege verringern die DBB -Ventile die Wahrscheinlichkeit gefährlicher Lecks und erhöhen die Gesamtsicherheit Ihres Betriebs.
- Wartungssicherheit: Wenn Wartungsaufgaben stromabwärts des ersten Isolationsventils durchgeführt werden müssen, ist die doppelte Isolierung von entscheidender Bedeutung. DBB -Ventile erfüllen diese Anforderung perfekt. Sie verfügen entweder über einen Ball oder ein Globus -Entlüftungsventil, das eine sichere Entlüftung des zwischen den beiden Isolationsventile eingeschlossenen Drucks ermöglicht.
- Vielseitigkeit und hinzugefügte Funktionen: DBB -Ventile haben sich zu zusätzlichen Funktionen wie chemischer Injektions- und Probenahmepunkten entwickelt, wodurch der Nutzen weiter erhöht wird. Einige Konstruktionen integrieren sogar Steuerventile, wodurch diese multifunktionalen Ventile für verschiedene Anwendungen zu einer vielseitigen Auswahl sind.
Im Wesentlichen sind DBB-Ventile ein Spielveränderer in der Ventilindustrie, der erhebliche Einsparungen in Gewichts-, Raum- und Installationszeit bietet, die Umweltsicherheit verbessert, wichtige Sicherheitsfunktionen für die Wartung bietet und die Vielseitigkeit mit zusätzlichen Funktionen bietet.
Branchen und Anwendungen für DBB -Ventile
Ventile für Doppelblock- und Blutungen (DBB), die für ihre Vielseitigkeits- und Sicherheitsmerkmale bekannt sind, finden Sie Anwendungen in einer Vielzahl von Branchen. In der Öl- und Gasindustrie beispielsweise sind DBB -Ventile für die Isolierung während der Wartung oder für die sichere Freisetzung von Gasen und Flüssigkeiten von wesentlicher Bedeutung. In ähnlicher Weise werden sie in der petrochemischen Industrie für ihre wirksamen Isolierkapazitäten verwendet, insbesondere bei der Behandlung gefährlicher Flüssigkeiten. Die chemische Industrie profitiert auch von der Verwendung von DBB -Ventilen, wo sie eine sichere Eindämmung und die kontrollierte Freisetzung aggressiver Chemikalien gewährleisten. In Kraftwerken werden DBB-Ventile häufig verwendet, um Hochdrucksysteme sicher zu verwalten. Sie finden auch Anwendungen in Wasseraufbereitungsanlagen, bei denen sie bei der Regulierung des Flusses und zur Isolierung von Abschnitten zur Wartung helfen. Zusammenfassend werden DBB -Ventile überall dort verwendet, wo immer eine kompakte Lösung erforderlich ist, die eine doppelte Isolation und eine Entlüftungsfunktion bietet, um einen sicheren Betrieb zu gewährleisten.
DBB -Ventile Vs. DIB -Ventil
- Doppelblock- und Blutungsventil (DBB): Ein DBB -Ventil hat im Wesentlichen zwei Dichtflächen oder Mechanismen (Blöcke), die den Fluss des Mediums (wie Gas oder Flüssigkeit) isolieren können. Die Funktion „Blutung“ ist ein zusätzliches Merkmal, mit dem der Druck zwischen diesen beiden Blöcken bei Bedarf sicher entlüftet oder „ausgeblutet“ werden kann. Dies wird normalerweise durch ein Entlüftungs- oder Abflussventil im Hohlraum des Ventilkörpers erreicht. DBB -Ventile werden in kritischen Anwendungen verwendet, bei denen Leckagen schwerwiegende Folgen haben können, und es ist erforderlich, die vollständige Isolierung des Mediums zu gewährleisten.
- Doppelisolation und Blutungsventil (DIB): Ein DIB -Ventil hat auch zwei Dichtflächen, ähnlich einem DBB -Ventil, jedoch mit einem wichtigen Unterschied. In einem DIB -Ventil sind beide Dichtflächen oder Mechanismen so konzipiert, dass sie bidirektional sind, d. H. Sie können den Fluss des Mediums aus beiden Richtungen (stromaufwärts oder stromabwärts) blockieren. Die „Blutungsfunktion“ ist die gleiche wie in einem DBB -Ventil - sie ermöglicht es, dass der Druck zwischen den beiden Blöcken sicher herausgeblendet werden kann. Diese bidirektionale Funktion macht die DIB -Ventile für Anwendungen geeignet, bei denen sich die Durchflussrichtung ändern kann oder bei denen auf beiden Seiten des Ventils eine Isolierung erforderlich ist.
Zusammenfassung
DBB -Ventile (Double Block and Bleed), die in modularen und integralen Konstruktionen erhältlich sind, sind in verschiedenen Branchen von entscheidender Bedeutung, einschließlich Öl und Gas, Petrochemikalien und Stromerzeugung. Diese Ventile liefern eine doppelte Isolation und eine Blutungsfunktion, um die vollständige Absperrung des Flüssigkeitsflusss und eine verbesserte Sicherheit bei Wartungsaufgaben zu gewährleisten. Die Auswahl eines geeigneten DBB -Ventils hängt von der Art der Anwendung, der Art des kontrollierten Mediums und den Betriebsbedingungen ab. DBB -Ventile bieten erhebliche Vorteile wie Raum- und Gewichtsersparnis, Umweltsicherheit, Wartungssicherheit und zusätzliche Funktionalität. Sie unterscheiden sich von doppelten Isolierungs- und Blutungsventilen (DIB -Ventile), in denen die DIB -Ventile eine bidirektionale Isolierung liefern.




Rezensionen
Es gibt noch keine Bewertungen.