
وصف
نظرة عامة على جهاز لحام الخنازير
يتم استخدام Weld Pig Signaller لأنابيب النفط والغاز والمياه وخطوط النقل الأخرى، وWeld Pig Signaller عبارة عن أداة حكم أرضية سواء مر الخنزير أم لا. إنه ليس سهل التثبيت فحسب، بل يمكنه أيضًا تلبية متطلبات خطوط الأنابيب المختلفة للمؤشرات. نظام التشغيل باللغة الإنجليزية، والتفاعل بين الإنسان والكمبيوتر مريح وبديهي. عند الاختبار، تحتاج فقط إلى لحام المؤشر بخط الأنابيب للعمل.
يعتبر Weld Pig Signaller قطعة ضرورية من المعدات لعملية التنظيف في خط الأنابيب. لديها العديد من المزايا: أولا، الهيكل بسيط. ثانيا، التعليمات بديهية. ثالثًا، الموثوقية والتكلفة المنخفضة وما إلى ذلك. بالإضافة إلى ذلك، يمكن أيضًا إضافة اتصالات كهربائية، ويمكن نقل الإشارات عن بعد لتحقيق عروض متعددة للصوت والضوء والكهرباء.
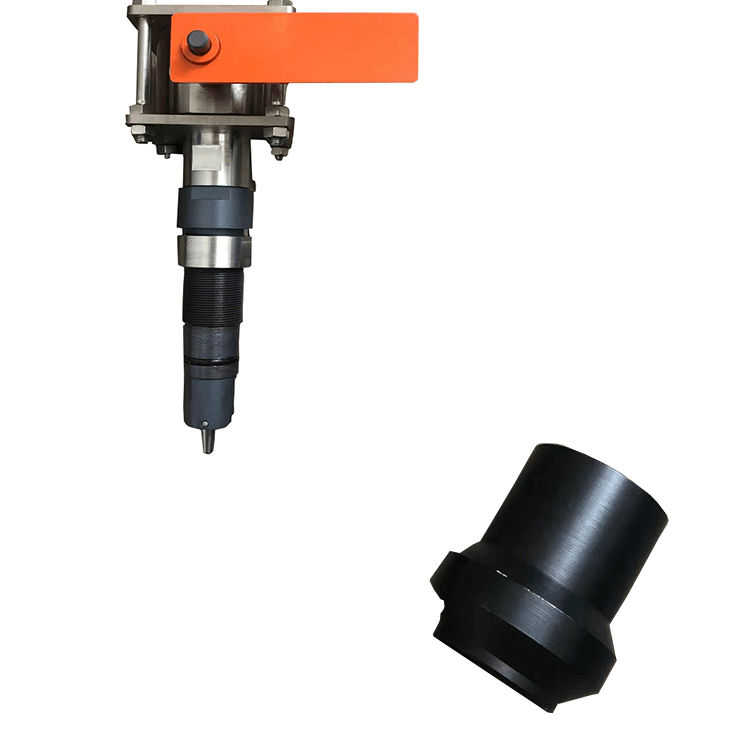
يتم لحام قاعدة Weld Pig Signaller على الأنبوب، ويتم إدخال مهاجمها في الأنبوب. عندما يمر خنزير الأنبوب، يتم لمس المهاجم، ويتم إلقاء العمود الدوار ولوحة المؤشر المثبتة على العمود، والتي يمكن أن تظهر بصريًا أن خنزير الأنبوب قد اجتاز المكان، ثم الاعتماد على إعادة ضبط لوحة المؤشر يدويًا و رافعة البندول. ولتجنب سوء التقدير، لم يتم تصميمه عادةً ليتم إعادة ضبطه تلقائيًا. بالإضافة إلى تحقيق قوة الضغط، فإن المؤشر يهدف بشكل أساسي إلى تلبية متطلبات منع التآكل، وضمان الختم، ومنع التسرب.
ولهذا السبب، فإن جميع الأجزاء الدوارة الملامسة للسائل مصنوعة من الفولاذ المقاوم للصدأ ومواد مقاومة للتآكل. يتم إغلاق الجسم الرئيسي والعمود الدوار بحلقتين مطاطيتين، ويتم إغلاق القابس اللولبي العلوي بحلقات مطاطية، ويتم إغلاق الجسم الرئيسي والقاعدة بحلقات مطاطية. يجب حماية حلقة الختم، لأن هذه هي الطريقة الوحيدة لضمان عدم التسرب. من أجل التكيف مع أقطار الأنابيب المختلفة وأقطار الكرة، يجب تعديل سطح قوس التثبيت لقاعدة المؤشر وطول قضيب التأرجح وفقًا لذلك.
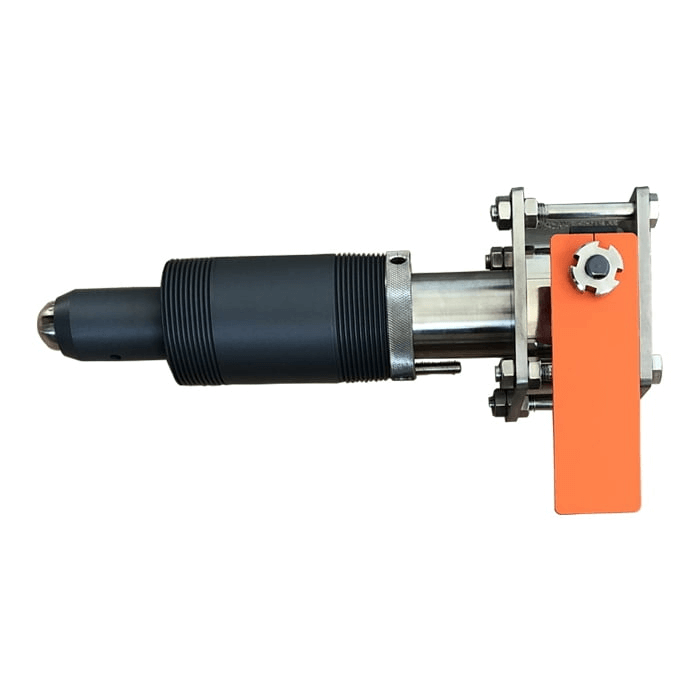
الهيكل الأساسي لجهاز Weld Pig Signaller (انظر الصورة المرفقة)،
يتكون المؤشر بشكل أساسي من جسم ميكانيكي وآلية عرض
- الزناد: يمكن تدويره في كلا الاتجاهين.
- القابس اللولبي: راجع القابس القياسي مقاس 2 بوصة، والذي يلبي شروط التثبيت تحت الضغط.
- القاعدة: مصنوعة من الفولاذ الكربوني، أو سبائك الفولاذ، أو الفولاذ المقاوم للصدأ 304 مع أداء لحام جيد.
- الختم الدائري.
- الإصبع الغماز.
- الختم الدائري.
- ربيع.
- إيقاف الغسالة (مسمار الإيقاف).
- زيادة غماز مسمار.
- نظام الرافعة.
- الجزء العلوي من الجسم.
- الإصبع الغماز.
- يشد البراغي.
- قضيب اللمس الداخلي: ادفعه لإيقاف رأس التحكم في الساعة: يمكن أن يجعل علامة المؤشر الميكانيكي تقف، وشاشة عرض رقمية، ونقل الحركة عن بعد.
- آلية العرض: وفقًا لاحتياجات المستخدمين، يمكن تركيب رأس التحكم على مدار الساعة وآلية المؤشر الميكانيكي باستخدام رقمي مقاوم للانفجار
العرض أو الكهرباء والضوء والصوت ومصادر الإشارة الأخرى.
طريقة تركيب Weld Pig Signaller:
- قبل التثبيت، تأكد من أن الهيكل الميكانيكي وآلية العرض للمؤشر مرنة وموثوقة، ثم اتبع تعليمات الهيكل والتثبيت.
الغرض منه هو تفكيك الجسم الرئيسي للآلة ولحام القاعدة وخط الأنابيب بشكل منفصل.
- قاعدة اللحام:
- التثبيت بدون ضغط: قم بتنظيف موقع التثبيت وإزالة جميع الملحقات وكشف اللون الحقيقي للمعدن.
قم بمحاذاة القاعدة (مخطط اتجاه اللحام) بحيث يكون اتجاه الشق في الطرف العلوي للقاعدة موازيًا للخط الأوسط لخط الأنابيب أو تكون العلامة الموجودة على الطرف العلوي للقاعدة عند الخط الأوسط لخط الأنابيب (الشق (اتجاه أو علامة على القاعدة تتوافق مع اتجاه حركة الزناد). قم بضغط القاعدة لمنع التحول أو الانحراف أثناء اللحام. ب. التثبيت تحت الضغط: (راجع دليل التعليمات الخاص بآلة الحفر). ملحوظة: عند لحام القاعدة على خط الأنابيب، يجب أن يكون الضغط P في خط الأنابيب محدودًا.
صيغة الحساب: 2δs(t-c) 0.72kgf/cm2
δس. حد العائد من المواد.
t: سمك جدار خط الأنابيب مم
ج: كمية إضافية من سمك الجدار (الانحراف السلبي للسمك، بدل التآكل، وما إلى ذلك) عادة ما يستغرق 1.5-2 مم.
د: القطر الخارجي لخط الأنابيب مم.
ج: بعد الانتهاء من لحام وتركيب الجسم الرئيسي للآلة، وفقًا لمخطط الهيكل والتركيب، يتم
يتم تثبيت الجسم الرئيسي الميكانيكي بالتسلسل، ويتم توصيل آلية العرض بمسامير التثبيت وفقًا للهيكل ومخطط التثبيت، ويمكن تعديل اتجاه آلية العرض لسهولة المراقبة.
لماذا تحتاج إلى Weld Pig Signaller؟
التنظيف المنتظم للأنابيب يمكن أن يحسن كفاءة النقل.
سوف تساعدك إشارة الخنزير على التأكد من وفاة الخنزير.

الميزة الأساسية أو المعلمة لخط أنابيب Weld Pig Signaller | ||||
| Pig Detector Pipeline | ب | ج | D | |
| يكتب | تطفلي | |||
| Indicator feature | Manual reset flag | Manual reset flag combined with electrical signals | Date and time display combined with electrical signals | |
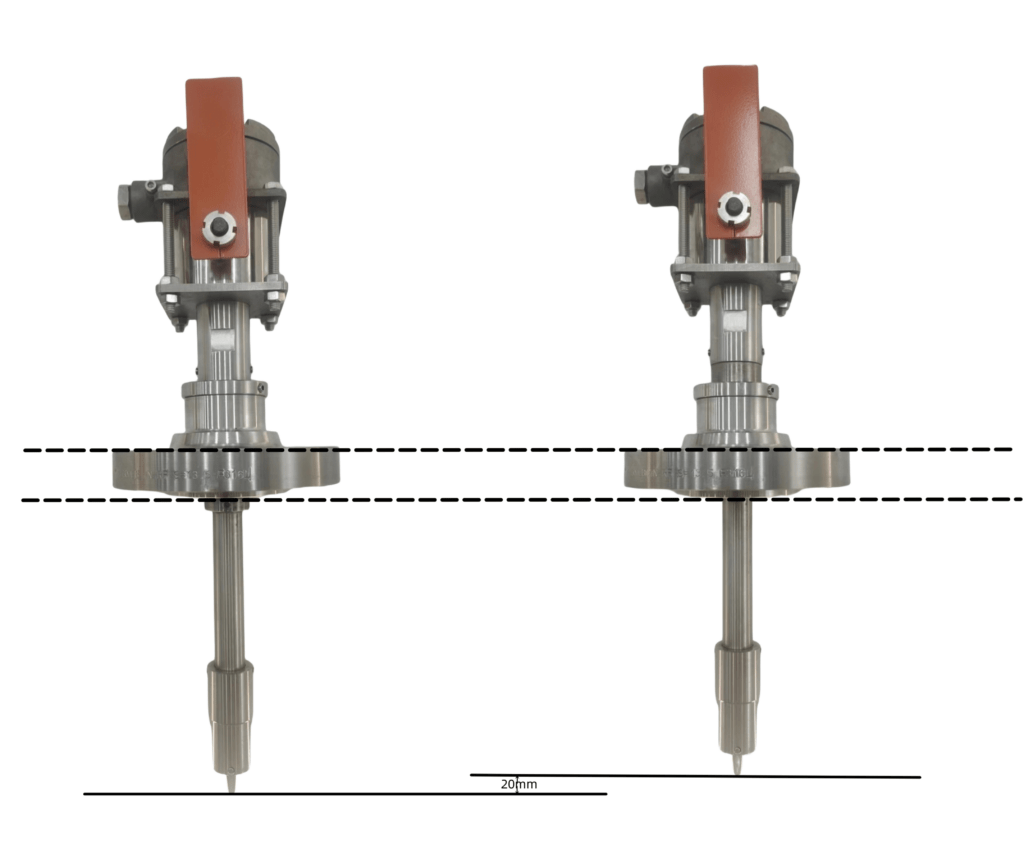
| Installing type | 2″Flange. As per ASME B16.5 (CLASS150~2500) | |||
| Plug body length _Correspond to the total standoff | 200mm/Meet the actual needs | |||
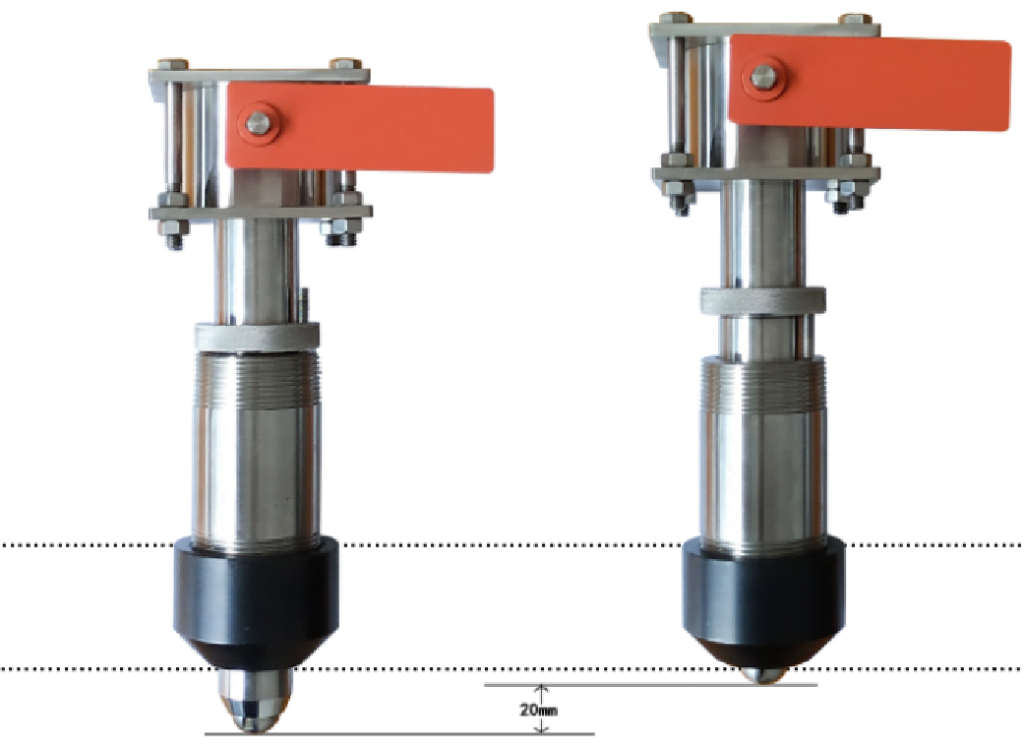
| Insert depth adjustment | 20mm | |||
| Operating temperature | -20~120℃/Meet customer requirements | |||
| NACE MR 0175 | نعم | |||
| Ingress protection | IP66 | |||
| Explosion-proof class | ExdⅡ BT4 | ExdⅡ BT4 | ||
| Remove under pressure | لا | |||
| ميزة اختيارية | ||||
| ● التكوين القياسي ○ التكوين الاختياري - لا أحد | ||||
| نوع الزناد (B-Bi-Directional/U-Uni-Directional*) | ●/○ | |||
| المادة الجزء الداخلي (316 لتر إس إس/DSS/إنكونيل) | ●/○/○ | |||
| شفة/مادة الجسم (PTFE المغلفة A105N/304SS/316LSS/DSS/Inconel /حسب السيد) | ●/○/○/○/○/○ | |||
| موقف سطح السائل الداخلي (عالية_بحاجة للتدفئة/منخفضة_بدون حاجة للتدفئة) [كاشفات الخنازير أحادية الاتجاه فقط] | ●/○ | |||
| مادة صندوق التوصيل (سبائك الألومنيوم/316SS) | —/— | ○/● | ●/— | |
| نوع التبديل (DPDT/2*SPDT) | —/— | ○/● | ○/● | |
| تصنيف التبديل (DC24V 3A/DC24V 5A) | —/— | ●/○ | ●/— | |
| حجم التوصيل الكهربائي (م20×1.5(ف)/1/2″معاهدة عدم الانتشار (و)) | —/— | ●/○ | ●/— | |
| * التكوين القياسي للزناد أحادي الاتجاه هو شكل الكرة. | ||||
| العلاقات المقابلة بين الزناد وعمق الإدراج (في الأنبوب) | ||||
| نوع الزناد | ثنائي الاتجاه | أحادي الاتجاه | ||
| أدخل العمق (في الأنبوب) | 21mm | 13 ملم | ||
عملية لحام خطوط الأنابيب
Quality is the core content of oil and gas pipeline construction management, so a series of work is carried out around quality. In practice, emphasis is placed on controlling the quality of pipeline welding operations. Start with the welding process, do a good job in the whole process of welding quality control. Strengthen the control of materials, personnel and other factors to ensure the safety and quality of pipeline use in the later stage. 1. Petrochemical pipeline welding process
At present, the main welding processes of petrochemical pipelines are 😀 arc welding. In the pipeline welding operation, the welding bottom adopts arc welding, which can ensure the welding effect. According to the different electrodes, arc welding can be divided into melting arc welding and non-melting polar fluorine arc welding 2 carbon dioxide gas shielded welding. In practical applications, it is necessary to clarify the welding position and technical requirements. Before welding, the groove should be cleaned, and the oil and paint layer on the surface of both sides should be cleaned. In addition, equipment and air routes should be checked. The carbon dioxide gas shielded welding process usually adopts Si and Mn composite deoxidation, and the welding effect is better. Filler for electrode arc welding.
Generally speaking, in the petrochemical pipeline welding operation, after the bottom welding operation is completed, the slag and other impurities generated by the welding operation should be cleaned up in time. If a hidden problem is found, remove it, weld it, and ground it again. When filling with electrode arc welding, it is necessary to ensure that the position of the bottom weld and the weld is staggered by more than 10mm, and the electrode with a diameter parameter of 3.2mm is used in the middle position. If the pipe wall thickness parameter is 9mm, the welding rod is set at the middle seam of the three-layer weld, and the diameter parameter is 3~5mm.




ملاحظات
لا توجد مراجعات بعد.